அதிக சுமை, நகரும் பாகங்களின் போதிய உயவு, மற்றும் பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் சிக்கலான வேலை சூழல் ஆகியவற்றின் காரணமாக, நகரும் பாகங்கள் அணிய அல்லது சிரமப்படுவதற்கு மிகவும் எளிதானது. ஹைட்ராலிக் பிரஸ் வளைக்கும் இயந்திரங்களின் பொதுவான இயந்திர தோல்விகள் மற்றும் பராமரிப்பு ஆகியவற்றை இந்தக் கட்டுரை பகுப்பாய்வு செய்யும்:
தவறு1. ஸ்லைடர் வேக மாற்றப் புள்ளிக்கு நீண்ட இடைநிறுத்தம்
1-1. சிலிண்டரின் மேல் குழி காற்றை உறிஞ்சுகிறது, மேலும் அழுத்தம் நீண்ட காலத்திற்கு அதிகரிக்கிறது (சுய-பிரைமிங் குழாய் கசிவு).
1-2. நிரப்புதல் வால்வு அல்லது சுய-பிரைமிங் பைப்லைனின் ஓட்ட விகிதம் சிறியது, அல்லது நெகிழ் வேகம் மிக வேகமாக உள்ளது, இதனால் ஊசி உறிஞ்சும்.
1-3. நிரப்புதல் வால்வு முழுமையாக மூடப்படவில்லை, மேல் குழியில் அழுத்தம் குறைகிறது.
1-4. ஸ்லோ டவுன் வால்வு ஆற்றல் பெற்ற பிறகு, நிரப்பு வால்வை மூடவும், மேல் குழி எண்ணெயை உறிஞ்சாது.
1-5. விகிதாசார வால்வின் தவறான நிலை பல்வேறு திறப்புகளுக்கும் ஒத்திசைவுக்கும் வழிவகுக்கிறது.
1-6. சோதனை நிறுத்தப்படுகிறதா என்பதைப் பார்க்க, வேகமான வேகத்தைக் குறைக்கவும்.
1-7. வேகமான அழுத்தத்தின் அளவு நிரப்புதல் வால்வை மூடுவதில் ஒரு விளைவைக் கொண்டிருக்கிறது, மேலும் வேகமாக கீழே அழுத்தம் நீக்கப்படுகிறது.
1-8. வேலை முன்னேற்றத்திற்கு முன் தாமத நிலையில் அழுத்த அளவுருக்களை சரிசெய்யவும்.
1-9. நிரப்புதல் வால்வு கட்டுப்பாட்டுக் கோட்டின் தணிப்பு துளை மிகவும் சிறியது, அழுத்தம் வேறுபாட்டை உருவாக்குகிறது.
1-10. சிஎன்சி சிஸ்டம் அளவுருக்கள் (வேகத்தை குறைக்கும் முன் தாமதம்).
1-11. CNC அமைப்பு அளவுருக்கள் (ஆதாய அளவுரு மெதுவான வேகத்தில் குறைகிறது).
1-12. எரிபொருள் தொட்டியின் எண்ணெய் அளவு மிகக் குறைவாக உள்ளதா, நிரப்புதல் துறைமுகம் வெள்ளத்தில் மூழ்கவில்லையா, மேலும் சிலிண்டரின் மேல் குழி வேகமாக அனுப்பும் போது திரவத்தால் நிரப்பப்படுகிறதா, போதுமான நிரப்புதலை ஏற்படுத்தவில்லையா என்பதைச் சரிபார்க்கவும். மேலே உள்ள காரணங்களுக்காக, தொட்டியில் இருந்து எண்ணெய் நிரப்பும் துறைமுகத்திற்கு மேலே 5 மிமீக்கு மேல் சேர்க்கவும், இதனால் நிரப்புதல் துளை முற்றிலும் வெள்ளத்தில் மூழ்கும்.
1-13. நிரப்பு வால்வு முழுமையாக திறக்கப்பட்டுள்ளதா என சரிபார்க்கவும். இது எண்ணெய் மாசுபாட்டின் காரணமாக இருந்தால், நிரப்பு வால்வின் வால்வு மையமானது நெகிழ்வானது மற்றும் நெரிசலானது, போதுமான நிரப்புதலை ஏற்படுத்தாது. ஸ்பூலை நெகிழ்வானதாக மாற்ற நிரப்பு வால்வை சுத்தம் செய்து மீண்டும் நிறுவ வேண்டும்.
1-14. வேகமாக முன்னோக்கி செல்லும் வேகம் மிக வேகமாக உள்ளதா என்பதைச் சரிபார்க்கவும், இதனால் போதுமான நிரப்புதல் இல்லை. மேலே உள்ள காரணங்களுக்காக, கணினி அளவுருக்களை மாற்றுவதன் மூலம் வேகமாக முன்னோக்கி செல்லும் வேகத்தை குறைக்கலாம்.

தவறு2. ஸ்லைடர் வேலை செய்யும் போது, கீழ்நோக்கிய திசையானது செங்குத்து மற்றும் அசாதாரண சத்தம் அல்ல.
இந்த வகை தோல்விக்கு வழிகாட்டி ரயிலை நீண்ட நேரம் பயன்படுத்துதல், வழிகாட்டி ரயிலின் அசாதாரண உயவு மற்றும் தேய்மானம் காரணமாக அனுமதி அதிகரித்தது. வழிகாட்டி ரயில் அழுத்தத் தகட்டின் தேய்மான அளவைச் சரிபார்த்து, தேவையான அனுமதியைப் பூர்த்தி செய்ய அதை மறுசீரமைப்பது அவசியம். தேய்மானத்தின் அளவிற்கு ஏற்ப வழிகாட்டி ரயில் அழுத்தும் தகட்டை மாற்ற வேண்டுமா என்பதைத் தீர்மானிக்கவும். திரிபு கடுமையாக இருந்தால், அதை மாற்ற வேண்டும்.
2.1 அசல் அழுத்தம் தட்டு பிளாஸ்டிக் மூலம் ஒட்டப்பட்டுள்ளது. ஒட்டப்பட்ட பிளாஸ்டிக்கின் கடினத்தன்மை மற்றும் வழிகாட்டி ரயிலின் ஒட்டுதல் மேற்பரப்பில் கவனம் செலுத்துங்கள். ஸ்கிராப்பிங் செய்த பிறகு, ஒட்டும் மேற்பரப்பு 85% க்கு மேல் இருப்பதை உறுதிசெய்து, ஜிக்ஜாக் மசகு எண்ணெய் தொட்டியைத் திறக்கவும்.
2.2 அசல் அழுத்தும் தட்டு உள்ளே ஒரு உலோக தடுப்பான் உள்ளது. ஒரு தகரம் வெண்கலத் தகடு அல்லது நீர்த்துப்போகும் இரும்பைத் தேர்வுசெய்ய, பிணைப்பு மேற்பரப்பு ஒரு கிரைண்டர் மூலம் செயலாக்கப்படுகிறது, இணைக்கும் போல்ட் பிணைப்பு மேற்பரப்பை விட குறைவாக உள்ளது, மேலும் ஜிக்ஜாக் மசகு எண்ணெய் பள்ளம் திறக்கப்படுகிறது.
தவறு 3. பின் அளவின் அளவு இரு முனைகளிலும் சீரற்றதாக உள்ளது
இரண்டு முனைகளிலும் உள்ள பிழை சிறியது, 2 மிமீக்குள். X1/X2 மெக்கானிக்கல் டிரான்ஸ்மிஷன் கட்டமைப்பில் எந்த தவறும் இல்லை என்பதை உறுதிப்படுத்த சரிபார்க்கவும். விரலை சரிசெய்வதன் மூலம் பிழையை அகற்றலாம். மெக்கானிக்கல் டிரான்ஸ்மிஷன் கட்டமைப்பில் (பேரிங்ஸ், பால் ஸ்க்ரூக்கள், லீனியர் ரெயில்கள், டிரான்ஸ்மிஷன் வீல்கள், டிரான்ஸ்மிஷன் பெல்ட்கள் போன்றவை) எந்த தவறும் இல்லை என்றால், பிழையை அகற்றவும். இணையான சகிப்புத்தன்மைக்குள் மீண்டும் சரிசெய்து, ஒத்திசைவான பரிமாற்ற சாதனத்தை மீண்டும் நிறுவவும்.
தவறு 4. இரண்டு முனைகளிலும் பின்புற கியர் ஷாஃப்ட்டின் இயக்கம் இல்லை
பேக்கேஜ் ஷாஃப்ட் டிரான்ஸ்மிஷனின் தோல்விக்கான காரணம், டிரான்ஸ்மிஷன் ஷாஃப்ட் டைமிங் பெல்ட் வீலிலிருந்து பிரிக்கப்பட்டதாக இருக்கலாம், கீ பார் அல்லது டைமிங் பெல்ட் நழுவுகிறது. ஸ்டாப்பர் ஷாஃப்ட் டிரைவர் மற்றும் சர்வோ மோட்டார் பழுதடைந்துள்ளது, மேல் கணினி கட்டுப்பாட்டு அமைப்பு பழுதடைந்துள்ளது. இத்தகைய தோல்விகள் தோல்விக்கான காரணத்தை சரிபார்த்து உறுதிப்படுத்த வேண்டும், தோல்வியுற்ற கூறுகளை சரிசெய்யவும் அல்லது மாற்றவும் மற்றும் தோல்வியை அகற்றவும்.

தவறு 5. எண்ணெய் பம்ப் அதிக சத்தம் (மிக வேகமாக வெப்பம்), எண்ணெய் பம்ப் சேதம்
5-1. எண்ணெய் பம்ப் உறிஞ்சும் லைன் கசிவு அல்லது எண்ணெய் தொட்டியின் திரவ அளவு மிகவும் குறைவாக உள்ளது, இதனால் எண்ணெய் பம்ப் காலியாகிறது.
5-2. எண்ணெய் வெப்பநிலை மிகவும் குறைவாக உள்ளது மற்றும் எண்ணெய் பாகுத்தன்மை மிக அதிகமாக உள்ளது, இதன் விளைவாக அதிக எண்ணெய் உறிஞ்சுதல் எதிர்ப்பு உள்ளது.
5-3. உறிஞ்சும் துறைமுக எண்ணெய் வடிகட்டி அடைக்கப்பட்டுள்ளது மற்றும் எண்ணெய் அழுக்காக உள்ளது.
5-4. எந்த தட்டினாலும் பம்ப் சேதமடைகிறது (பம்ப் நிறுவப்படும் போது காயம்).
5-5. இணைப்பு நிறுவல் சிக்கல்கள், அதிகப்படியான அச்சு இறுக்கம், மோட்டார் தண்டு மற்றும் எண்ணெய் பம்ப் தண்டு ஆகியவை குவிந்தவை அல்ல.
5-6. பம்ப் நிறுவப்பட்ட பிறகு, அது நீண்ட காலத்திற்கு தலைகீழாக மாறும் அல்லது சோதனை இயந்திரத்தின் போது எரிபொருள் நிரப்பாது.
5-7. அவுட்லெட் உயர் அழுத்த எண்ணெய் வடிகட்டி தடுக்கப்பட்டது அல்லது ஓட்ட விகிதம் தரநிலையில் இல்லை.
5-8. எண்ணெய் பம்ப் உறிஞ்சுகிறது (எண்ணெய் உள்ளது, ஆனால் எண்ணெய் பம்ப் உறிஞ்சும் துறைமுகத்தில் காற்று உள்ளது).
5-9. அது ஒரு உலக்கை பம்ப் என்றால், எண்ணெய் திரும்பும் துறைமுக வரியின் உயரம் மிகவும் குறைவாக அமைக்கப்படலாம்.
5-10. இது ஒரு HOEBIGER எண்ணெய் பம்ப் என்றால், அது காற்றோட்டமாக இருக்கலாம்.
5-11. எண்ணெய் வெப்பநிலை மிக அதிகமாக உள்ளது, இதனால் பாகுத்தன்மை குறைகிறது (60 ° C க்குள்).
5-12. ஹைட்ராலிக் எண்ணெயில் நீர் உள்ளது, இது உயர் அழுத்த வடிகட்டி உறுப்புக்கு அடைப்பு மற்றும் சேதத்தை ஏற்படுத்தும்.

தவறு 6. ஸ்லைடரின் இயக்கத்தை மெதுவாக்க வேண்டாம்
6-1. மின்காந்த விகிதாசார திசை வால்வில் மின் சமிக்ஞை உள்ளதா அல்லது ஸ்பூலில் ஏதேனும் செயல் உள்ளதா அல்லது சிக்கியிருக்கிறதா.
6-2. கணினி அழுத்தத்தை உருவாக்க முடியாது.
6-3. நிரப்புதல் வால்வு சிக்கியது, அல்லது நிரப்புதல் வால்வு சீல் வளையம் கசிவு.
6-4. மெதுவான வால்வில் மின் சமிக்ஞை உள்ளதா அல்லது சிக்கியுள்ளதா.
6-5. முதுகு அழுத்தம் மிக அதிகமாக உள்ளது அல்லது வேகத்தை குறைக்கிறது அழுத்தம் மிகவும் குறைவாக உள்ளது.

தவறு 7. ஸ்லைடர் மெதுவாக நகரும் போது, அது அதிர்கிறது, ஊசலாடுகிறது மற்றும் சத்தம் எழுப்புகிறது
7-1. சிலிண்டரில் இருந்து வெளியேற்றப்படும் அழுத்த எண்ணெய் காற்று குமிழிகளைக் கொண்டுள்ளது.
7-2. ஸ்லைடு ரெயிலின் உராய்வு விசை அதிகமாக உள்ளது, மசகு எண்ணெய் இருந்தாலும்.
7-3. வழிகாட்டி தகட்டின் பொருத்தப்பட்ட மேற்பரப்புக்கு இடையே உள்ள இடைவெளி பெரியது, அல்லது மேல் மற்றும் கீழ் சமமற்றது.
7-4. ரேக் மற்றும் பணிப்பெட்டியின் நிலை சரியாக சரி செய்யப்படவில்லை.
7-5. இருப்பு வால்வு தடுக்கப்பட்டுள்ளது.
7-6. விரைவு-வெளியீட்டு வால்வு இயக்கப்பட்டு திறக்கப்பட்டுள்ளதா என சரிபார்க்கவும்.
7-7. எண் கட்டுப்பாட்டு அமைப்பு அளவுரு (ஆதாயம்), அல்லது வேலை ஊட்ட வேக அமைப்பு மிகவும் பெரியது.
7-8. பின் அழுத்த வால்வு தளர்வானது மற்றும் இருபுறமும் உள்ள எதிர்ப்பானது வேறுபட்டது.
7-9. சோலனாய்டு விகிதாசார வால்வு சுருள் சார்புடையதா மற்றும் விகிதாசார வால்வின் நடுநிலை நிலை சமிக்ஞை சரியாக உள்ளதா.
7-10. விகிதாசார சர்வோ வால்வின் சமிக்ஞை தொந்தரவு செய்யப்பட்டாலும், ஆய்வு முறை மேலே உள்ளதைப் போலவே இருக்கும்.
7-11. பிஸ்டன் கம்பி எண்ணெய் சிலிண்டர் சீல் வளையத்தால் இறுக்கமாக பூட்டப்பட்டுள்ளது, மேலும் எதிர்ப்பு பெரியதாக உள்ளது (PTFE கடின சீல் வளைய சோதனையை மாற்றவும்).
7-12. கிராட்டிங் ரூலரில் கோள வாஷர் நிறுவப்படவில்லை, ஸ்லைடிங் இருக்கை சீராக நகரவில்லை, மேலும் கிராட்டிங் ரூலர் தொடர்பு வரிசையில் சிக்கல் உள்ளது.
7-13. அழுத்தம் வளைவு தவறானது, வேலையின் போது அழுத்தம் போதாது.
7-14. நிரப்பு வால்வின் அழுத்தம் சீல் O- வளையம் ஒரு சிறிய அளவு கசிவை உருவாக்குகிறது.

தவறு 8. வேகத்தை குறைக்கும் போது பெரிய ஒத்திசைவு விலகல்
8-1. ஒத்திசைவு கண்டறிதல் அமைப்பு தோல்வி (கிராட்டிங் அளவு).
8-2. விகிதாசார திசை வால்வு.
8-3. விரைவான கீழ் வால்வின் கசிவு.
8-4. இருபுறமும் முதுகு அழுத்தத்தில் பெரிய இடைவெளி.
8-5. எண்ணெய் வெப்பநிலை மிகவும் குறைவாக உள்ளது.
8-6. சிலிண்டரின் மேல் மற்றும் கீழ் அறைகளில் எண்ணெய் சரம்.
8-7. CNC அமைப்பு அளவுருக்கள்.


தவறு 9. வளைக்கும் கோணப் பிழை
9-1. இழப்பீட்டு சிலிண்டரின் இழப்பீட்டுத் திசைதிருப்பல் பெரியதா மற்றும் பூஜ்ஜிய நிலையை முழுமையாக மீட்டெடுக்க முடியவில்லையா என்பதைச் சரிபார்க்கவும்.
9-2. விரைவு-கிளாம்ப் தளர்வாக உள்ளதா என சரிபார்க்கவும்.
9-3. ஒவ்வொரு வளைவின் அடிப்பகுதியிலும் ஏதேனும் மாற்றம் உள்ளதா எனச் சரிபார்க்கவும்.
9-4. வில் வடிவ தட்டு சரியாக நிறுவப்பட்டுள்ளதா மற்றும் திருகு துளை இறந்துவிட்டதா என்பதை சரிபார்க்கவும்.
9-5. தாளில் உள்ள மாற்றங்கள் (தடிமன், பொருள், மன அழுத்தம்).
9-6. கிராட்டிங் ஆட்சியாளர் தளர்வானதா?
9-7. துல்லியமற்ற நிலைப்படுத்தல் துல்லியம்: விகிதாசார வால்வின் பூஜ்ஜிய ஆஃப்செட் மதிப்பு பொருத்தமானதா? நிலைப்படுத்தல் கீழே இறந்த மையத்தை அடைய முடியாது, அது திரும்புவது சாத்தியமற்றது.

தவறு 10. ஹைட்ராலிக் கோடுகளில் எண்ணெய் கசிவு அல்லது குழாய் வெடிப்பு
10-1. எண்ணெய் குழாய் நிறுவல் தேவைகளைப் பூர்த்திசெய்கிறதா என்பதைச் சரிபார்க்கவும் (நீட்டிக்கப்பட்ட நீளம், குழாய் விட்டம், சுவர் தடிமன், ஃபெரூல், நட்டு மிகவும் இறுக்கமானது, மிகவும் தளர்வானது, வளைக்கும் ஆரம் போன்றவை).
10-2. குழாய் தாக்கம் அல்லது அதிர்வு உள்ளதா.
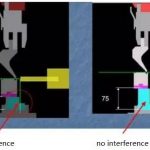
10-3. குழாய் குறுக்கிடுகிறதா அல்லது மற்றவற்றுடன் மோதுகிறதா என்பதைச் சரிபார்க்கவும்.
10-4. குழாய் கவ்விகளால் குழாய் சரி செய்யப்படவில்லை.
தவறு 11. ஹைட்ராலிக் அமைப்பின் நிறுவல் மற்றும் பராமரிப்பின் போது முன்னெச்சரிக்கைகள்
11-1. வண்ணப்பூச்சுடன் சீல் செய்யப்பட்ட வால்வுகள் தங்களைத் தாங்களே பிரித்தெடுக்கக்கூடாது, சரிசெய்யப்பட வேண்டும்.
11-2. வால்வு சுத்தம் செய்த பிறகு பொதுவாக வேலை செய்கிறது, அதை புதிய எண்ணெயுடன் மாற்ற வேண்டும் மற்றும் எண்ணெய் தொட்டியை உடனடியாக சுத்தம் செய்ய வேண்டும்.
11-3. நிறுவலின் போது எண்ணெய் பம்ப் எந்தவிதமான தட்டுப்பாடுகளுக்கும் தாக்கங்களுக்கும் உள்ளாகாது, மேலும் சோதனைக்கு முன் எண்ணெய் பம்ப் எரிபொருள் நிரப்பப்பட வேண்டும்.
11-4. ஒவ்வொரு வால்வையும் நிறுவும் போது, அதன் வால்வு உடலை மட்டுமே கொண்டு செல்ல முடியும், மேலும் சோலனாய்டு வால்வைத் தொடக்கூடாது.
தொடர்புடைய தயாரிப்புகள்
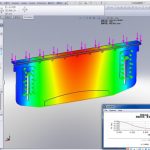
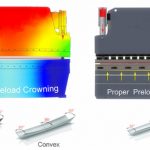
 பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தில் இழப்பீட்டு முறையை ஏன் சேர்க்க வேண்டும்
பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தில் இழப்பீட்டு முறையை ஏன் சேர்க்க வேண்டும்- கில்லட்டின் வெட்டுதல் இயந்திரத்தை எவ்வாறு இயக்குவது
- லேசர் ஆண்டிஃபிரீஸ் பற்றிய 6 குறிப்புகள்
- 100t நான்கு-நெடுவரிசை ஹைட்ராலிக் பிரஸ்ஸின் பொதுவான தவறுகள் மற்றும் சரிசெய்தல் முறைகள்
- எத்தனை வகையான ஹைட்ராலிக் பிரஸ் பிரேக்
- CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் செயல்பாட்டுக் கொள்கை மற்றும் கலவை
- நான்கு நெடுவரிசை ஹைட்ராலிக் அழுத்தத்திற்கான பொதுவான தவறுகள் மற்றும் சரிசெய்தல் முறை
- ஹைட்ராலிக் பவர் பிரஸ் மெஷினின் பாதுகாப்பான செயல்பாட்டு விதிகள்
- CNC தாள் உலோக பெண்டருக்கான விலகல் இழப்பீடு செய்வது எப்படி
- பிரஸ் பிரேக் டைஸ் எதனால் ஆனது? பிரஸ் பிரேக் டூலிங் என்றால் என்ன?