பிரஸ் பிரேக் பஞ்ச்/டை மேல் மற்றும் கீழ் அச்சுகளாக பிரிக்கப்பட்டுள்ளது, அவை தாள் உலோக ஸ்டாம்பிங் அச்சுகளை உருவாக்க மற்றும் பிரிக்க பயன்படுகிறது. உருவாக்குவதற்கான அச்சுக்கு ஒரு குழி உள்ளது, மற்றும் பிரிப்பதற்கான அச்சு ஒரு வெட்டு விளிம்பைக் கொண்டுள்ளது. பிரஸ் பிரேக் மெஷினின் பஞ்ச்/டை பணிப்பகுதியின் துல்லியத்தில் பெரும் தாக்கத்தை ஏற்படுத்துகிறது. வளைக்கும் செயல்பாட்டில், அச்சு என்பது பணியிடத்துடன் தொடர்பு கொள்கிறது.
வளைக்கும் இயந்திரம்/பிரஸ் பிரேக்கின் பிரஸ் பிரேக் டைஸ்கள் எல்-வடிவ, ஆர்-வடிவ, யு-வடிவ, இசட்-வடிவ, முதலியன. மேல் இறக்கமானது முக்கியமாக 90 டிகிரி, 88 டிகிரி, 45 டிகிரி, 30 டிகிரி, 20 டிகிரி, 15 டிகிரி, முதலியன கோணம். கீழ் அச்சு ஒரு 4~18V இரட்டை பள்ளம் மற்றும் வெவ்வேறு பள்ளம் அகலங்கள் கொண்ட ஒற்றை பள்ளம், அதே போல் R குறைந்த அச்சு, கடுமையான கோண கீழ் அச்சு, தட்டையான அச்சு போன்றவை.

அதி உயர் துல்லியம்
வளைக்கும் செயல்பாட்டின் போது பணிப்பகுதியின் துல்லியத்தை பெரிதும் பாதிக்கும் அச்சின் துல்லியம் மிகவும் முக்கியமானது. பயன்படுத்துவதற்கு முன், அச்சுகளின் தேய்மானம் சரிபார்க்கப்பட வேண்டும். ஆய்வு முறை என்பது மேல் அச்சின் முன் முனையிலிருந்து தோள்பட்டை வரையிலான நீளத்தையும், கீழ் அச்சின் தோள்பட்டைக்கு இடையே உள்ள நீளத்தையும் அளவிடுவதாகும். வழக்கமான மோல்டுகளுக்கு, ஒரு மீட்டருக்கு விலகல் சுமார் ±0.0083மிமீ இருக்க வேண்டும், மேலும் மொத்த நீள விலகல் ±0.127மிமீ அதிகமாக இருக்கக்கூடாது. துல்லியமான அரைக்கும் அச்சுக்கு, ஒரு மீட்டருக்கு துல்லியமானது ± 0.0033 மிமீ இருக்க வேண்டும், மேலும் மொத்த துல்லியம் ± 0.0508 மிமீக்கு மேல் இருக்கக்கூடாது. எலக்ட்ரோ-ஹைட்ராலிக் வளைக்கும் இயந்திரங்கள் அல்லது டார்ஷன் ஷாஃப்ட் வளைக்கும் இயந்திரங்களுக்கு நன்றாக அரைக்கும் அச்சுகளையும், கைமுறையாக வளைக்கும் இயந்திரங்களுக்கு வழக்கமான அச்சுகளையும் பயன்படுத்த பொதுவாக பரிந்துரைக்கப்படுகிறது.
CNC பிரஸ் பிரேக் இயந்திரத்தின் கருவிப் பிரிவு கீழே உள்ளது:

தானியங்கி நிலையான நிறுவல்
ஸ்லைடர் டாப் டெட் சென்டருக்கு உயரும் போது அப்பர் டை நிறுவப்படும், மேலும் அச்சு கிளாம்பிங் சிஸ்டம் கிளாம்பிங் அழுத்தம் செலுத்தப்படும் வரை பல அச்சுகளை வைத்திருக்க முடியும்.
ஹைட்ராலிக் கிளாம்பிங் அமைப்பு
ஹைட்ராலிக் கிளாம்பிங் அமைப்பு மிகவும் பயனுள்ள கிளாம்பிங் முறையாகும். புதிய மற்றும் பழைய இயந்திரங்கள் இந்த கிளாம்பிங் முறையைப் பயன்படுத்தலாம், நேரத்தையும் செலவையும் மிச்சப்படுத்தலாம். பழைய வளைக்கும் இயந்திரத்தின் சுமை தாங்கும் மேற்பரப்பு சேதமடைந்தால், ஹைட்ராலிக் கிளாம்பிங் அமைப்பு சேதத்தை சரிசெய்ய சிறந்த தேர்வாக இருக்கும், அதே நேரத்தில் கிளாம்பிங் மற்றும் நிறுவலின் செயல்திறனை மேம்படுத்துகிறது.

தானாகவே இடத்தில் அழுத்தவும்
கிளாம்பிங் அழுத்தம் பயன்படுத்தப்படும் போது, மேல் இறக்கை மேலே இழுக்கப்பட்டு தானாகவே இடத்தில் அழுத்தும். வளைக்கும் செயல்பாட்டின் போது மேல் அச்சுகளை அச்சின் அடிப்பகுதியில் அழுத்த வேண்டிய தேவையை இது நீக்குகிறது.
பஞ்ச்/டை தேர்வு
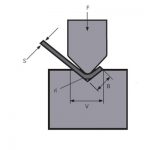
முதலில், வளைந்திருக்கும் தாளின் தடிமன் தீர்மானிக்கவும். உதாரணமாக, நீங்கள் 0.75 மிமீ முதல் 6.30 மிமீ தடிமன் கொண்ட தட்டுகளை வளைக்க வேண்டும். பின்னர், தேவையான குறைந்தபட்ச வி-டை அளவை மதிப்பிடுவதற்கு மெல்லிய தாளின் தடிமன் 8 ஆல் பெருக்கவும். இந்த எடுத்துக்காட்டில், 0.75 மிமீ தட்டு தேவைப்படும் குறைந்தபட்ச அச்சு, எனவே 0.75×8=6. மூன்றாவதாக, தடிமனான தாளின் தடிமனை 8 ஆல் பெருக்கவும், தேவையான அதிகபட்ச V- வடிவ டை அளவை மதிப்பிடவும்.
8 முறை கொள்கை
அதாவது, V- வடிவ அச்சின் திறப்பு தாளின் தடிமன் 8 மடங்கு இருக்க வேண்டும். அருகில் உள்ள அச்சுகளைத் தேர்ந்தெடுக்க, தாளின் தடிமனை 8 ஆல் பெருக்கவும். எடுத்துக்காட்டாக, 1.5 மிமீ தடிமன் கொண்ட தட்டுக்கு 12 மிமீ அச்சு (1.5×8=12 மிமீ) தேவைப்படுகிறது. இது 3.0 மிமீ தட்டு என்றால், 24.0 மிமீ அச்சு தேவைப்படுகிறது. (3.0×8=24.0). இந்த விகிதம் சிறந்த கோணத் தேர்வை வழங்க முடியும், அதனால்தான் பலர் இதை "சிறந்த தேர்வு" என்று அழைக்கிறார்கள். பெரும்பாலான வெளியிடப்பட்ட வளைவு விளக்கப்படங்களும் இந்த சூத்திரத்தை மையமாகக் கொண்டவை.
மாதிரி தேர்வு விதிகள்
எல்-வடிவ பணிப்பகுதிகளை வளைப்பதற்கான தேர்வு விதி என்னவென்றால், விதிகள் எதுவும் இல்லை, கிட்டத்தட்ட எந்த மேல் இறக்கத்தையும் பயன்படுத்தலாம். எனவே பணியிடங்களின் குழுவிற்கு மேல் அச்சுகளைத் தேர்ந்தெடுக்கும்போது, எல்-வடிவப் பணியிடங்களை கடைசியாகக் கருதலாம், ஏனென்றால் கிட்டத்தட்ட எந்த மேல் அச்சுகளும் அவற்றை வளைக்க முடியும். இந்த எல்-வடிவ பணிப்பக்கங்களை வளைக்கும் போது, மற்ற பணியிடங்களையும் வளைக்கக்கூடிய மேல் அச்சுகளைப் பயன்படுத்த பரிந்துரைக்கப்படுகிறது. அச்சுகளை வாங்கும் போது, குறைவாக சிறந்தது. இது அச்சு செலவைக் குறைப்பது மட்டுமல்லாமல், தேவையான அச்சு வடிவங்களின் எண்ணிக்கையைக் குறைப்பதற்கும் நிறுவல் நேரத்தைக் குறைப்பதற்கும் ஆகும்.


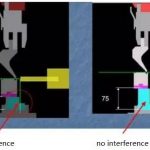
பணிப்பகுதியின் மேல் பகுதி கீழ் பகுதியை விட நீளமாக இருக்கும்போது, ஒரு கூஸ்னெக் டை தேவைப்படுகிறது. பணிப்பொருளின் மேல் பகுதி கீழ் பகுதியை விட குறைவாக இருக்கும் போது, எந்த மேல் இறக்கமும் நன்றாக இருக்கும். பணிப்பொருளின் மேல் பகுதியும் கீழ் பகுதியும் ஒரே நீளமாக இருக்கும் போது, கடுமையான கோண மேல் இறக்கம் தேவைப்படுகிறது. சுருக்கமாக, அப்பர் டை தேர்வு விதி முக்கியமாக பணியிடத்தின் குறுக்கீட்டைப் பொறுத்தது, அங்குதான் வளைக்கும் உருவகப்படுத்துதல் மென்பொருள் முக்கிய பங்கு வகிக்க முடியும். பயன்படுத்தப்பட்ட அமைப்பு வளைக்கும் சூழ்நிலையை உருவகப்படுத்த முடியாவிட்டால், கீழே உள்ள படத்தில் காட்டப்பட்டுள்ளபடி, மேல் அச்சு பணியிடத்தின் குறுக்கீட்டை கைமுறையாக சரிபார்க்க, கட்டத்தின் பின்னணியுடன் வரைபடத்தைப் பயன்படுத்தலாம்.


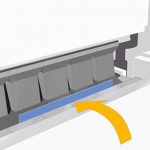
உள்தள்ளல் அச்சு இல்லை
ஏறக்குறைய அனைத்து வழக்கமான V- வடிவ வளைக்கும் இயந்திர அச்சுகளும் பணியிடத்தில் சில மதிப்பெண்களை விட்டுவிடும், ஏனெனில் வளைக்கும் போது உலோகம் அச்சுக்குள் அழுத்தப்படுகிறது. பெரும்பாலான சந்தர்ப்பங்களில், மதிப்பெண்கள் சிறியவை அல்லது ஏற்றுக்கொள்ளத்தக்கவை. ஆரத்தை அதிகரிப்பதன் மூலம் மதிப்பெண்களைக் குறைக்கலாம். ஆனால் சில நேரங்களில் சிறிய மதிப்பெண்கள் கூட ஏற்றுக்கொள்ள முடியாதவை, வளைக்கும் முன் வர்ணம் பூசப்பட்ட அல்லது பளபளப்பான தட்டுகள் போன்றவை. கீழே உள்ள படத்தில் காட்டப்பட்டுள்ளபடி, உள்தள்ளல்களை அகற்ற நைலான் செருகல்களைப் பயன்படுத்தலாம். உள்தள்ளல் இல்லாத வளைவு குறிப்பாக தயாரிக்கப்பட்ட விமானம் அல்லது விண்வெளி பாகங்களுக்கு முக்கியமானது, ஏனெனில் ஆய்வாளர்கள் ஒரு பகுதியை நிர்வாணக் கண்ணால் ஆய்வு செய்வது மற்றும் கீறல்கள் மற்றும் விரிசல்களை வேறுபடுத்துவது கடினம்.

தொடர்புடைய தயாரிப்புகள்
 ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் டன்னேஜ் தேர்வு செய்வது எப்படி
ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் டன்னேஜ் தேர்வு செய்வது எப்படி- WILA வளைக்கும் நடுத்தர மற்றும் தடிமனான தட்டுகளின் திறமையான தீர்வு
- CNC வளைக்கும் இயந்திரத்தின் திறன்களைப் பயன்படுத்தவும்
- வழக்கமான வளைக்கும் வரிசை மற்றும் வளைக்கும் இயந்திர அச்சு தினசரி பயன்பாட்டு விவரக்குறிப்பு
- தாள் உலோக வளைக்கும் இயந்திரத்தின் இலவச வளைவின் போது வளைக்கும் சக்தியைக் கணக்கிடுதல்
- பிரஸ் பிரேக் டைஸ் எதனால் ஆனது? பிரஸ் பிரேக் டூலிங் என்றால் என்ன?
- எத்தனை வகையான ஹைட்ராலிக் பிரஸ் பிரேக்
- பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தில் இழப்பீட்டு முறையை ஏன் சேர்க்க வேண்டும்
- பிரஸ் பிரேக் கிரவுனிங் என்றால் என்ன
- உங்கள் பிரஸ் பிரேக்கிற்கான வளைவு கொடுப்பனவை எவ்வாறு கணக்கிடுவது