பிரஸ் பிரேக் வளைக்கும் இயந்திரம் முக்கியமாக தட்டின் நேர்-கோடு வளைவை செய்கிறது. எளிய அச்சுகள் மற்றும் செயலாக்க உபகரணங்களைப் பயன்படுத்துவதன் மூலம், உலோகத் தாளை ஒரு குறிப்பிட்ட வடிவியல் வடிவத்தில் அழுத்தலாம், மேலும் அதை நீட்டுதல், குத்துதல், குத்துதல் மற்றும் நெளி அழுத்துவதன் மூலம் செயலாக்கலாம். உண்மையான உற்பத்தியில், CNC பிரஸ் பிரேக் இயந்திரம் முக்கியமாக உலோகப் பெட்டிகள், பெட்டி ஓடுகள், U- வடிவ விட்டங்கள் மற்றும் செவ்வகங்களின் பல்வேறு வடிவியல் வடிவங்களின் வளைவை உணரப் பயன்படுகிறது. அதன் செயலாக்கத்தில் அதிக வளைவு நேராக, பல் குறிகள் இல்லை, உரிதல் இல்லை, சுருக்கங்கள் இல்லை, போன்ற நன்மைகள் உள்ளன.
CNC வளைக்கும் இயந்திர உற்பத்தி தொழில்நுட்பத்தின் தொடர்ச்சியான வளர்ச்சியுடன், அதன் நன்மைகளான உயர் நிலைப்படுத்தல் துல்லியம், வசதி, பூஜ்ஜிய-செயல்பாடு இடையூறு இழப்பீடு மற்றும் பதப்படுத்தப்பட்ட பொருட்களின் நல்ல நிலைத்தன்மை ஆகியவை பெரும்பான்மையான தாள் உலோக உற்பத்தி நிறுவனங்களால் பெருகிய முறையில் விரும்பப்படுகின்றன. இருப்பினும், வரையறுக்கப்பட்ட விருப்பங்களுடன், வளைக்கும் இயந்திரத்தை எவ்வாறு சிறப்பாகப் பயன்படுத்துவது மற்றும் அதன் செயல்பாடுகள் மற்றும் நன்மைகளை முழுமையாகப் பயன்படுத்துவது என்பது CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தைப் பயன்படுத்தும் உற்பத்தியாளர்கள் கவனம் செலுத்த வேண்டிய ஒரு சிக்கலாக மாறியுள்ளது மற்றும் அவசரமாக தீர்க்க வேண்டும். நீண்ட கால உற்பத்தி மற்றும் பயன்பாட்டு செயல்பாட்டில், Zhongrui வளைக்கும் இயந்திரத்தின் செயல்பாடுகளை திறம்பட விரிவுபடுத்தியுள்ளது மற்றும் துணை கருவிகள், ஏற்கனவே உள்ள அச்சுகளை மாற்றுதல் மற்றும் தளத்தின் நெகிழ்வான பயன்பாடு ஆகியவற்றின் மூலம் அனுபவத்தை குவித்துள்ளது. இந்தக் கட்டுரை Zhongrui இன் CNC பிரஸ் பிரேக் இயந்திரம் DA66T ஐ ஒரு உதாரணமாக எடுத்து, பயன்பாட்டில் உள்ள திறன்களை விரிவாக அறிமுகப்படுத்துகிறது.
துணை கருவியைச் சேர்க்கவும்
பிரஸ் பிரேக் மெஷின் கருவியை நெகிழ்வானதாகவும் பயன்படுத்த எளிதாகவும் செய்ய விரும்பினால், துணைக் கருவியைச் சேர்ப்பது அவசியம். துணைக் கருவியின் அதிகரிப்பு CNC வளைக்கும் இயந்திரக் கருவியின் செயலாக்க வரம்பை விரிவுபடுத்துவது மட்டுமல்லாமல் செயலாக்கத் திறனையும் மேம்படுத்துகிறது.
1) டிரான்சிஷன் பிளேட் (விரைவான அச்சுக்கு உதவி மத்திய தட்டு)
வளைக்கும் இயந்திரத்தின் தொடக்க உயரம் மேல் மற்றும் கீழ் வேலை அட்டவணைகளுக்கு இடையே உள்ள தூரத்தைக் குறிக்கிறது. CNC வளைக்கும் இயந்திரம் DA66T பெரிய திறப்பு உயரத்தைக் கொண்டிருப்பதால், செயலாக்க வரம்பை விரிவுபடுத்த பெரிய திறப்பைப் பயன்படுத்தவும். படம் 1 இல் காட்டப்பட்டுள்ளபடி, அசல் நிலைமாற்றத் தகடுக்கு மற்றொரு மாறுதல் தகடு சேர்ப்பதன் மூலம், பகுதியின் பக்க வளைவு உயரத்தை (85 மிமீ வரை) அதிகரிக்கலாம், இதனால் அதிக பக்க வளைக்கும் விளிம்புகளுடன் ஆழமான செயலாக்கம் மேற்கொள்ளப்படும். சுயமாக உருவாக்கப்பட்ட மாற்றம் பலகை உங்கள் சொந்த பொதுவான பகுதிகளுக்கு ஏற்ப மாற்றம் பலகையின் அகலத்தை தனிப்பயனாக்கலாம், மேலும் இருபுறமும் அதிக வளைக்கும் விளிம்புகளுடன் சிறிய அகல பகுதிகளை செயலாக்க இது மிகவும் பொருத்தமானது.

2) முன் பேனலின் மூலையில்
படம் 2 இல் காட்டப்பட்டுள்ளபடி, இயந்திரத்தின் முன் ஒரு மூலையில் பொருத்தப்பட்டிருக்கும், இது சிறிய பகுதிகளை வைக்கலாம் மற்றும் பகுதிகளை எடுக்கும் நேரத்தை குறைக்கலாம். அதே நேரத்தில், சிறிய பணியிடங்களை செயலாக்குவதற்கும் சேகரிப்பதற்கும் வசதியாக ஒரு சிறிய பணி அட்டவணை நிறுவப்பட்டுள்ளது.

அச்சு முழுவதையும் பயன்படுத்தவும்
CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் பயன்பாடு முக்கியமாக மேல் மற்றும் கீழ் அச்சுகளில் தங்கியுள்ளது. அச்சுகளின் எண்ணிக்கை சிறியதாக இருந்தால் மற்றும் பயன்பாடு நெகிழ்வானதாக இல்லாவிட்டால், இயந்திர கருவியின் செயலாக்க வரம்பு பெரிதும் கட்டுப்படுத்தப்படும். எனவே, நிலையான நிலைமைகளின் கீழ், உகந்த கலவை மற்றும் பகுதி மாற்றத்தின் மூலம் இருக்கும் அச்சுகளின் செயல்பாட்டை எவ்வாறு அதிகரிப்பது என்பது ஒவ்வொரு இயந்திரக் கருவி பயனரும் சிந்திக்க வேண்டிய ஒரு பிரச்சனையாகும். CNC வளைக்கும் இயந்திரம் அறிமுகத்தின் அச்சை மாற்றுவதன் மூலம் நாம் பயன்படுத்தும் விரிவாக்கச் செயல்பாடு பின்வருமாறு.
1) அப்பர் டை கிரைண்டிங் டிப் ஆர்
அப்பர் டையை நீண்ட நேரம் பயன்படுத்தும்போது, அதன் முனை தேய்மானம் ஒழுங்கற்ற முறையில் மாறும். அச்சு உயரம் மாறுகிறது மற்றும் வளைக்கும் துல்லியத்தை உத்தரவாதம் செய்ய முடியாது. அரைத்து, முனை R ஐ சரிசெய்து, பெரிய V- வடிவ பள்ளத்துடன் பொருத்துவதன் மூலம், தடிமனான தட்டுகளை மடிக்கலாம். இது அச்சுகளின் சேவை வாழ்க்கையை நீடிக்கிறது.
2) சமநிலையை அடைய ஸ்கிராப் அச்சுகளை மாற்றவும்
கலப்பு வளைக்கும் இறக்கம் இல்லாத நிலையில், டெட் எட்ஜை எப்படி அழுத்துவது என்ற சிக்கலைத் தீர்ப்பது ஒரு எடுத்துக்காட்டு. இறந்த விளிம்பு என்பது ஒரு வளைந்த வடிவமாகும், இதில் இரண்டு அடுக்குகள் ஒன்றுடன் ஒன்று ஒன்றுடன் ஒன்று, மேலும் வலுவூட்டலுக்குப் பயன்படுத்தப்படுகிறது. பொதுவாக, 2 மிமீக்கு மேல் உள்ள பலகையில் கிட்டத்தட்ட அழுத்தி இறந்த விளிம்புகள் இல்லை. டெட் எட்ஜை அழுத்தி ஒரு கலவை வளைக்கும் டை மூலம் உருவாக்கப்பட வேண்டும், மேலும் அது இரண்டுக்கும் மேற்பட்ட செயல்முறைகளாகப் பிரிக்கப்பட வேண்டும்.
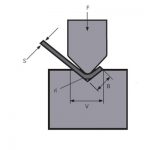
பொதுவாகப் பயன்படுத்தப்படும் முறையானது, படம் 3 இல் காட்டப்பட்டுள்ளபடி, ஒரு கலவை வளைக்கும் டையைப் பயன்படுத்துவதாகும். முதல் கட்டத்தில், பொருள் 30° ஆக மடிக்கப்பட்டு, இரண்டாவது கட்டத்தில், 30° வளைவு கோணம் அதன் முன் முனையில் வைக்கப்படுகிறது. கலவை அச்சு, மற்றும் பொருள் ஒரு இறந்த விளிம்பில் மூடப்பட்டிருக்கும். ஆனால் எங்களிடம் ஒரு கலப்பு வளைக்கும் இறக்கம் இல்லை, 30° அக்யூட் ஆங்கிள் பெண்டிங் டை மட்டுமே உள்ளது. கலப்பு வளைவின் முதல் படியை ஏற்கனவே உள்ள அச்சுடன் முடிக்கவும், இரண்டாவது படி மற்றொரு முறையை மட்டுமே கண்டுபிடிக்க முடியும். இரண்டாவது கட்டத்தில், மேல் மற்றும் கீழ் அச்சுகளும் தட்டையானவை. பகுப்பாய்விற்குப் பிறகு, தற்போதுள்ள இரட்டை வி-பள்ளம் கீழ் அச்சின் நடுப்பகுதியை விமானப் பகுதியாகப் பயன்படுத்தலாம், மேலும் மேல் அச்சு ஒரு விமானத்தைத் தேடுகிறது. ஏற்கனவே உள்ள ஸ்கிராப் செய்யப்பட்ட மேல் அச்சை வெளியே எடுத்து, கத்தியின் விளிம்பை ஒரு தட்டையான பாணியில் அரைக்கவும், இதனால் டெட் எட்ஜை அழுத்துவதன் பிரச்சனையை தீர்க்கவும்.

இந்த மாற்றியமைக்கப்பட்ட அச்சுகளின் தொகுப்பைப் பயன்படுத்தி சமன் செய்யலாம். உண்மையான செயலாக்கத்தில், இயந்திரக் கருவி ஆபரேட்டர்கள் சில சமயங்களில் வளைக்கும் விளிம்புகள் அல்லது சமமாக இல்லாத வளைக்கும் பரிமாணங்கள் உட்பட தவறுகளைச் செய்கிறார்கள். பகுதியின் மேற்பரப்பு தேவைகள் அதிகமாக இல்லாத நிலையில், வளைக்கும் விளிம்பை தட்டையாகத் தட்டுவது மட்டுமே, பகுதியை ஸ்கிராப் செய்வது பரிதாபம். நாக் அவுட் மிகவும் கடினமானது, ஆனால் மேலே உள்ள அச்சு கலவையைப் பயன்படுத்தி அதை எளிதாக சமன் செய்யலாம். பாகங்கள் மேல் மற்றும் கீழ் அச்சுகளுக்கு கைகளால் எளிதாக அழுத்தலாம், பின்னர் பாகங்கள் CNC வளைக்கும் இயந்திரத்தால் தட்டையாக்கப்படுகின்றன.
செயல்பாட்டின் போது திறன்கள்
1) வளைக்கும் டைஸ் மற்றும் செயலாக்கப் பொருட்களை வைப்பது
திட்டத்தை ஒழுங்கமைக்கும்போது, பின்வரும் காரணிகளைக் கருத்தில் கொள்ள வேண்டும்:
அ. ஒரே தடிமன் கொண்ட பொருட்களை ஒன்றாக வரிசைப்படுத்துங்கள்;
பி. ஒரே மாதிரியின் அச்சுகளை ஒன்றாக இணைக்கவும்;
c. ஒத்த வடிவத்தின் அச்சுகள் ஒன்றாக அமைக்கப்பட்டிருக்கும்.
இது அச்சு மாற்றத்தின் நேரத்தையும் அதிர்வெண்ணையும் குறைக்கலாம்.
2) குறுகிய மற்றும் சிறிய பகுதிகளின் வலது கோண நிலைப்பாடு
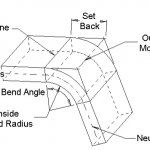
வளைக்கும் பகுதி குறுகியதாகவும் நீளமாகவும் இருக்கும்போது, அதைக் கண்டுபிடிப்பது எளிதல்ல. செயலாக்கத்தின் போது, முடிவிற்குப் பிந்தைய நிலைப்பாடு மற்றும் வளைந்த பகுதி சாய்வது எளிது. எனவே, படம் 4 இல் பயன்படுத்தப்படும் முறையைப் பயன்படுத்தி, சரியான கோணத்தை உறுதி செய்வதற்காக அச்சு கீழ் அச்சுடன் ஒட்டப்படுகிறது. இப்படி வளைக்கும் போது, பகுதி எளிதாக சாய்வதில்லை.

3) முக்கோண பாகங்களை வளைத்தல்
வளைக்கும் பாகங்கள் வளைந்திருக்கும் போது, கூர்மையான கோண பாகங்கள் பின்புற விதிக்கு அருகில் இருப்பது எளிதானது அல்ல. பொதுவாக, சிறிய பரிமாணமானது L ≤10 மிமீ உடனடியாக பின்பக்க விதியாக இருக்கும்போது, பொருத்துதல் சாதனம் கருதப்பட வேண்டும். உண்மையான வேலையில், வடிவமைப்பு மற்றும் செயல்முறை புறக்கணிக்கப்படுவது எளிது, மேலும் இதுபோன்ற சிக்கல்கள் அடிக்கடி ஏற்படுகின்றன. செயலாக்கத்தின் போது, பகுதியின் அளவின் படி, ஒரு ஒற்றை துண்டு வளைக்கும் இறக்கத்துடன் சீரமைக்கப்பட்டுள்ளது மற்றும் இரட்டை துண்டு பின்னணியுடன் சீரமைக்கப்படுகிறது.
4) மெல்லிய தட்டு R ஐ சேர்க்கவும்
வாடிக்கையாளர்களின் பல்வேறு தேவைகள் காரணமாக, வளைக்கும் விளிம்பில் தேவையான R மதிப்பும் வேறுபட்டது. செயலாக்கத்தின் செயல்பாட்டில், அதிக பரிமாணத் துல்லியம் தேவைப்படாத பகுதிகளுக்கு, R மதிப்பை அதிகரிக்க ஒரு பேக்கிங் பிளேட்டைப் பயன்படுத்தவும், இதனால் வளைந்த பிறகு தேவையான R மதிப்பைப் பெற முடியும். வடிவமைப்புத் தேவைகளின்படி, R என்பது V மற்றும் உள் R இடையே உள்ள தொடர்பைக் குறிக்கிறது. தட்டின் தடிமனைத் தேர்ந்தெடுத்து, படம் 5 இல் காட்டப்பட்டுள்ள வடிவத்தில் அதை மடியுங்கள். பயன்பாட்டில் இருக்கும்போது, மேல் அச்சுகளை இறுக்குவதற்கு ஒரு கவ்வியைப் பயன்படுத்தவும். இந்த முறை பயன்படுத்த எளிதானது மற்றும் பல அடுக்குகளில் பயன்படுத்தப்படலாம்.

5) ஒற்றை பகுதி மற்றும் பல அச்சு அமைப்புகள்
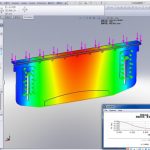
Zhongrui 2 ஹைட்ராலிக் சிலிண்டர்களுடன் DA66T CNC வளைக்கும் இயந்திரத்தை ஒரு ஆர்ப்பாட்டமாகப் பயன்படுத்தினார். படம் 6 இல் காட்டப்பட்டுள்ள பல-அச்சு அமைப்பை முயற்சித்தேன், அதாவது, ஒரே மாதிரியின் மேல் மற்றும் கீழ் அச்சுகள் ஒரே நேரத்தில் பிரிவுகளில் நிறுவப்பட்டுள்ளன, இது முழு பகுதியின் பல வளைவுகளின் செயலாக்கத்தை முடிக்க முடியும், அச்சு நிறுவலின் நேரத்தை குறைக்கிறது. மற்றும் பாகங்களை மீண்டும் மீண்டும் கையாளுதல். தற்போது, சம உயரத்தை வளைக்கும் அப்பர் டை சந்தையில் தோன்றியுள்ளது. மேல் அச்சின் உயரம் அனைத்தும் ஒரே மாதிரியாக இருக்கும், மேலும் வெவ்வேறு வடிவங்களின் அச்சுகளும் ஒரே அட்டவணையில் பயன்படுத்தப்படலாம். இந்த வழியில், வெவ்வேறு அச்சுகளின் பிரிவு வளைவு செய்ய முடியும்.

6) வழக்கமான பகுதிகளின் நிரல் பதிவுகள்
வழக்கமான பாகங்கள் செயலாக்கப்பட்ட பிறகு, செயலாக்க அளவுருக்கள் சரியான நேரத்தில் பதிவு செய்யப்பட வேண்டும், மேலும் நிரல் பகுதி வரைதல் எண்ணுடன் வளைக்கும் இயந்திரத்தின் சேமிப்பு பகுதியில் சேமிக்கப்பட வேண்டும், இதனால் எதிர்காலத்தில் அதை மீண்டும் பயன்படுத்த முடியும், இது ஒரு தொடரை வெகுவாகக் குறைக்கிறது. வளைக்கும் முன் தயாரிப்புகள். நீங்கள் ஒரு அட்டவணையை உருவாக்கலாம், அதில் பகுதி பெயர், வரைபட எண், கிராபிக்ஸ், பொருள் மற்றும் வளைக்கும் அளவுருக்கள் ஆகியவற்றின் குறிப்பிட்ட அமைப்புகள் உள்ளன. அட்டவணை எஃகு தகடுகள், அலுமினிய தகடுகள் மற்றும் துருப்பிடிக்காத எஃகு தகடுகள் என பிரிக்கப்பட்டுள்ளது. ஒவ்வொரு வகையும் பொருளின் தடிமன் மூலம் வேறுபடுகின்றன. வழக்கமான பாகங்களைக் கண்டுபிடிக்க எடுக்கும் நேரம் குறைக்கப்படும். செயல்முறை அட்டையுடன் இணைந்தால், இது மிகவும் முழுமையான செயலாக்க அறிவுறுத்தலாகும். சிறிய அனுபவமுள்ள புதிய பணியாளர்கள் கூட, பகுதிகளைச் செயலாக்குவதற்கான அறிவுறுத்தல்களைப் பின்பற்றலாம்.
7) பிரிவுகளில் வளைக்க அச்சு நீளம் போதாது
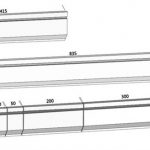
ஆன்-சைட் செயலாக்கத்தில், அச்சுகளின் நீளம் வளைக்கும் விளிம்பை விட சிறியதாக இருக்கும். நிலையான தயாரிப்புகளின் பயன்பாட்டிற்கு ஏற்ப பல சிறப்பு அச்சுகள் தீர்மானிக்கப்படுவதால், அச்சுகளின் நீளம் வளைக்கும் விளிம்பை விட குறைவாக இருக்கும்போது பிரிக்கப்பட்ட வளைக்கும் முறை பயன்படுத்தப்படுகிறது. அச்சுகளின் நீளம் வளைக்கும் விளிம்பிற்கு அருகில் இருந்தால், வளைக்கும் விளிம்பிற்கு செங்குத்தாக விளிம்பைக் கிழித்து, பின்னர் வளைக்கும் விளிம்பை தேவையான அளவு பகுதிகளாக மடியுங்கள். படம் 7a என்பது வளைந்த பகுதியின் இடது பாதி, மற்றும் படம் 7b என்பது வளைந்த பகுதியின் வலது பாதி.

8) பின் கேஜில் உள்ள ஸ்டுடைப் பயன்படுத்துதல்
வளைந்த பகுதியின் அளவு பெரியதாக இருக்கும் போது, அதன் சொந்த எடையின் காரணமாக பாகங்கள் பெரும்பாலும் மூழ்கிவிடும், வளைந்த பகுதியின் அளவு சிறியதாக இருக்கும், மேலும் ஆபரேட்டர் பணிப்பகுதியை வைத்திருப்பது எளிதானது அல்ல. பாகங்களின் அளவை உறுதி செய்வதற்காக, ஒரு ஆபரேட்டர் பின்புற விதியில் ஏற்பாடு செய்யப்பட வேண்டும், பகுதிகளை கையால் ஒரு நிலை நிலைக்கு வைத்திருக்க வேண்டும். எனவே, அத்தகைய பாகங்களை செயலாக்கும்போது, 2 ஆபரேட்டர்கள் ஏற்பாடு செய்யப்பட வேண்டும். வேலையில், பின் பாதையை ஒரு குறிப்பிட்ட அளவிற்குக் குறைக்க முடியும், மேலும் பின்புற பாதையில் உள்ள ஸ்டுட்கள் பொருத்துவதற்குப் பயன்படுத்தப்படுகின்றன, மேலும் பாகங்கள் பின்புற பாதையில் கிடைமட்டமாக வைக்கப்படுகின்றன. இது ஆபரேட்டர்களின் எண்ணிக்கையை குறைப்பது மட்டுமல்லாமல், எந்திர துல்லியத்திற்கும் திறம்பட உத்தரவாதம் அளிக்கிறது.
9) ஆழமான மூடிய வடிவ வளைவு
உண்மையான செயலாக்கத்தில், ஆழமான மூடிய வடிவ வளைக்கும் செயலாக்கத்தை நெகிழ்வாகப் பயன்படுத்தலாம். ஒரு மூடிய வகை ஆழமான வளைவு இறக்கம் இல்லாத நிலையில், படம் 7 இல் காட்டப்பட்டுள்ளபடி பகுதிகளை வளைக்கும் போது, படம் 8 இல் காட்டப்பட்டுள்ள clamping நிலை ஏற்றுக்கொள்ளப்படுகிறது. மாற்றம் பலகையை பிரிக்கவும், தூரம் பகுதியின் அகலத்தை விட சற்றே பெரியது, மற்றும் அளவு நியாயமான முறையில் ஒதுக்கப்படுகிறது, மேலும் இரண்டு பகுதிகளை ஒரு நேரத்தில் வளைக்க முடியும்.

மேலே அறிமுகப்படுத்தப்பட்ட செயலாக்க முறைகள் மற்றும் நுட்பங்கள் தயாரிப்புகளில் அதிக எண்ணிக்கையிலான ஒத்த பகுதிகளின் செயலாக்க சிக்கல்களைத் தீர்க்க முடியும், மேலும் பல வகைகள், சிறிய தொகுதிகள் மற்றும் குறுகிய உற்பத்தி சுழற்சிகள் கொண்ட தயாரிப்புகளின் வளர்ச்சிக்கு மிகவும் பொருத்தமானது. இந்த முறைகள் மூலம், கருவிச் செலவுகளைச் சேமிப்பது மட்டுமின்றி, உற்பத்தி மற்றும் செயலாக்கச் சுழற்சியைக் குறைத்து, உற்பத்திச் செலவு குறைவதுடன், பொருளின் தரமும் மேம்படும். இந்த செயலாக்க முறைகள் மற்றும் பயன்பாட்டு திறன்கள் போன்ற அமைப்புகளுடன் கூடிய CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரங்களிலும் பயன்படுத்தப்பட்டு மேம்படுத்தப்படலாம்.
தொடர்புடைய தயாரிப்புகள்
 ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் டன்னேஜ் தேர்வு செய்வது எப்படி
ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் டன்னேஜ் தேர்வு செய்வது எப்படி- WILA வளைக்கும் நடுத்தர மற்றும் தடிமனான தட்டுகளின் திறமையான தீர்வு
- பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் பொருத்தமான டையை எவ்வாறு தேர்வு செய்வது
- வழக்கமான வளைக்கும் வரிசை மற்றும் வளைக்கும் இயந்திர அச்சு தினசரி பயன்பாட்டு விவரக்குறிப்பு
- பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தில் இழப்பீட்டு முறையை ஏன் சேர்க்க வேண்டும்
- CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் செயல்பாட்டுக் கொள்கை மற்றும் கலவை
- சீனா பிரஸ் பிரேக் வளைக்கும் இயந்திரம் மோல்டு
- உங்கள் பிரஸ் பிரேக்கிற்கான வளைவு கொடுப்பனவை எவ்வாறு கணக்கிடுவது
- பிரஸ் பிரேக் கிரவுனிங் என்றால் என்ன
- 2021 மெட்டல் பிரேக் மெஷினின் அல்டிமேட் கையேடு