CNC ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் நன்மை

1. எளிதான செயல்பாடு
CNC பிரஸ் பிரேக் இயக்க மிகவும் எளிதானது மற்றும் குறைந்த உழைப்பு மிகுந்த இயந்திரமாகும். ஆபரேட்டரால் ஒரே நேரத்தில் பல இயந்திரங்களைக் கையாள முடியும். இந்த இயந்திரங்கள் தொடுதல், உணர்வு மற்றும் ஆபரேட்டரின் ஒலி மூலம் எளிமையாக இயக்கப்படும். இது தவிர, அவை மிகவும் பயனர் நட்பு மற்றும் மிகவும் சக்திவாய்ந்த கட்டுப்பாட்டு அமைப்பைக் கொண்டுள்ளன.
2. நெகிழ்வான நிரலாக்கம்
CNC பிரஸ் பிரேக்கின் நெகிழ்வான நிரலாக்கமானது இயந்திரத்தை எளிய ஆங்கிலம் அல்லது வேறு ஏதேனும் பொருத்தமான மொழியில் கட்டுப்படுத்த ஆபரேட்டருக்கு உதவுகிறது.

செய்யக்கூடிய பல்வேறு வகையான செயல்பாடுகள் மெனுவில் விருப்பங்களாகவும் கிடைக்கின்றன. தேவையான செயல்பாட்டைத் தேர்ந்தெடுத்ததும், சுழற்சி நேரங்கள், பொருட்கள், அழுத்தங்கள் மற்றும் உற்பத்தி செயல்முறை தொடர்பான பிற கூறுகள் தொடர்பான கேள்விகளின் மற்றொரு பட்டியல் திரையில் தோன்றும். ஆபரேட்டர் பதில்களை கணினியில் உள்ளீடு செய்த பிறகு, தொடர்புடைய பணியைத் தொடங்கும் முன் உறுதிப்படுத்துவதற்காக மதிப்புகள் திரையில் காட்டப்படும்.
3. நவீன வடிவமைப்பு
CNC பிரஸ் பிரேக் ஒரு நவீன வடிவமைப்பைக் கொண்டுள்ளது, இது வளைவுகளின் வரிசையை எளிதாக ஏற்பாடு செய்ய ஆபரேட்டருக்கு உதவுகிறது. ஆபரேட்டருக்கு தேவையான தயாரிப்புகளை விரைவாக தயாரிக்கவும் இது உதவுகிறது. மேலும், ஒரு குறிப்பிட்ட அளவிலான வளைவை உருவாக்க, ஆபரேட்டர் இனி தேவையான அளவு அழுத்தத்தை மதிப்பிட வேண்டியதில்லை. விளிம்பின் நீளம், பொருள் வகை, தடிமன் அளவு மற்றும் வளைவின் அளவு போன்ற மற்ற காரணிகள் கூட CNC கட்டுப்பாட்டு அலகுக்குள் நேரடியாக உள்ளிடப்படலாம். தயாரிக்கப்படும் பகுதியை 2D அல்லது 3D முடிக்கப்பட்ட பதிப்பிலும் பார்க்கலாம். இது தவிர, முதல் பாகம் கணினியில் அல்லது ஆஃப்லைன் பிசி மூலம் ப்ரோகிராம் செய்யப்பட்ட பிறகு, குறைந்த திறமையான ஆபரேட்டர் அடுத்தடுத்த பாகங்களை எளிதாக தயாரிக்க முடியும்.

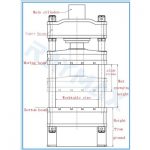
4. இரண்டு பக்கங்களிலும் "C" தட்டுகளில் நிறுவப்பட்ட இரண்டு நேரியல் அளவுகள் உள்ளன.
வேலை செய்யும் போது திசைதிருப்பலின் விளைவு அயனியை அகற்ற, பணியிடத்தில் அதை சரிசெய்கிறோம். நேரியல் அளவுகோல் ரேமின் இரு முனை நிலைகளையும் (Y1, Y2) ஆய்வு செய்து சமிக்ஞையை அனுப்பும். CNC பெருக்கி மூலம் பெருக்கப்பட்ட பிறகு, சிக்னல் மீண்டும் கணினிக்கு அளிக்கப்படும். பின்னர் கணினி எண்ணெய் அளவைக் கட்டுப்படுத்தும், இது சிலிண்டர்களுக்குள் நுழையப் போகிறது. எனவே ரேம் மற்றும் வேலை அட்டவணையின் இணையான தன்மையை ± 0.01mm கீழ் கட்டுப்படுத்த முடியும்.
5. பல்துறை: எலக்ட்ரானிக் சேஸ்/அடைப்புக்குறிகள் போன்ற சிக்கலான பாகங்கள் உட்பட, எந்த தடிமன் மற்றும் பொருள் வகையையும் (பிரேக்குகளின் உடல் வரம்புகளுக்குள்) வளைக்கவும்.
6. DELEM அமைப்பு தானியங்கி சோதனை மற்றும் சுய-கண்டறிதல் செயல்பாடுகளைக் கொண்டுள்ளது. மேலும், புரோகிராமிங்கில் வளைக்க வேண்டிய தட்டு அளவுகள், பணிப்பகுதியின் பரிமாணங்கள் மற்றும் கருவிகளைத் தேர்ந்தெடுப்பது ஆகியவை அடங்கும். பின்னர் CNC அமைப்பு வளைக்கும் சக்தி மற்றும் பின் பாதை மற்றும் ரேமின் நிலையை தானாக கணக்கிட முடியும். ரேம் ஊடுருவி மற்றும் அழுத்தும் நேர ரிலே கணக்கிட முடியும். சிறந்த தரமான எலக்ட்ரோ-ஹைட்ராலிக் விகிதாச்சார வால்வு இரண்டு சிலிண்டர்களின் ஒத்திசைவை உறுதிப்படுத்துகிறது மற்றும் விசித்திரமான சுமைகளை சமாளிக்கும் நல்ல திறனை உறுதி செய்கிறது.

7. பேக் கேஜ் உருட்டல் பந்து திருகு மற்றும் உருட்டல் வழிகாட்டி வழியை ஏற்றுக்கொள்கிறது, எனவே X அச்சின் மீண்டும் பொருத்துதல் துல்லியமானது ± 0.1mm ஐ எட்டும். முழு இயந்திரம் பாதுகாப்பு காவலர் மற்றும் இன்டர்லாக்கருடன் ஆபரேட்டரை காயப்படுத்தாமல் பாதுகாக்கும்.
8. சிலிண்டர்கள், பிஸ்டன் கம்பி, வழிகாட்டி வழி போன்ற முக்கிய நெகிழ் பாகங்கள் அனைத்தும் உடைகள்-எதிர்ப்பு சிகிச்சையுடன் உள்ளன.
9. CNC சிஸ்டம் CNC ஹைட்ராலிக் பிரஸ் பிரேக் மெஷின் ரேம் மற்றும் பேக் கேஜ் ஆகியவற்றின் ஸ்ட்ரோக்கை நல்ல துல்லியத்துடன் கட்டுப்படுத்தும்.
CNC ஹைட்ராலிக் பிரஸ் பிரேக் இயந்திரத்தின் குறைபாடு
1. பொருள் கையாளுதல்: பெரிய தாள்களைக் கையாள்வதில் சிரமம்
2. கருவி: கீழ் மற்றும் மேல் கருவி தேவை
3. முழு வளைக்கும் செயல்பாட்டின் போது ஃபிளேன்ஜ் நீளம் டை முழுவதும் நீட்டிக்க வேண்டும், இது விளிம்பு அளவைக் கட்டுப்படுத்துகிறது
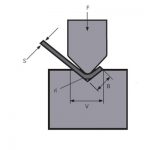
4. ஸ்பிரிங் பேக்: வளைவின் முடிவில், படம் 1 இல் காட்டப்பட்டுள்ளபடி, மீள் சிதைவை மீட்டெடுப்பதன் காரணமாக ஸ்பிரிங் பேக் ஏற்படுகிறது. மீள் நிகழ்வு நேரடியாக பணிப்பகுதியின் பரிமாண துல்லியத்தை பாதிக்கிறது மற்றும் கட்டுப்படுத்தப்பட வேண்டும். இது சம்பந்தமாக எடுக்கப்பட்ட செயல்முறை நடவடிக்கைகள்: ① கோண இழப்பீட்டு முறை. பணிக்கருவி வளைக்கும் கோணம் என்றால் 90 °, ஸ்லாட்டின் கீழ் வளைக்கும் இயந்திரம் (V- வடிவ) திறப்பு கோணம் 78 ° தேர்ந்தெடுக்கப்படலாம்.

படம் 1
திருத்தும் முறையால் அழுத்தம் கொடுக்கும் நேரம் அதிகரிக்கிறது. வளைவின் முடிவில் அழுத்தம் திருத்தம் செய்து, மேல் இறக்கும் இயந்திரத்தின் தொடர்பு நேரத்தை நீட்டிக்க, பணிப்பகுதி மற்றும் வளைக்கும் இயந்திரத்தின் கீழ் பள்ளம், கீழ் பள்ளத்தின் ஃபில்லட்டில் பிளாஸ்டிக் சிதைவின் அளவை அதிகரிக்கவும், இதனால் இழைகளின் மீளுருவாக்கம் அதிகரிக்கும். பதற்றம் மற்றும் சுருக்க மண்டலத்தில் ஒன்றுக்கொன்று எதிராக உள்ளது, இதன் மூலம் திரும்பும் குண்டை குறைக்கிறது.
தொடர்புடைய தயாரிப்புகள்
 CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் செயல்பாட்டுக் கொள்கை மற்றும் கலவை
CNC பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் செயல்பாட்டுக் கொள்கை மற்றும் கலவை- WILA வளைக்கும் நடுத்தர மற்றும் தடிமனான தட்டுகளின் திறமையான தீர்வு
- ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினின் டன்னேஜ் தேர்வு செய்வது எப்படி
- முதல் 10 சீன பவர் பிரஸ் உற்பத்தியாளர்கள்
- பொருத்தமான CNC ஹைட்ராலிக் பிரஸ் பிரேக் மெஷினை எவ்வாறு தேர்வு செய்வது
- CNC ஷீட் மெட்டல் பெண்டரின் E21 அமைப்பை அறிய 4 படிகள்
- பிரஸ் பிரேக் கிரவுனிங் என்றால் என்ன
- கில்லட்டின் வெட்டுதல் இயந்திரத்தை எவ்வாறு இயக்குவது
- ஹைட்ராலிக் பவர் பிரஸ் மெஷின் பராமரிப்பு
- ஹைட்ராலிக் பவர் பிரஸ் மெஷினின் பாதுகாப்பான செயல்பாட்டு விதிகள்