துருப்பிடிக்காத எஃகு மடுவின் உற்பத்தி செயல்முறையை சுருக்கமாக அறிமுகப்படுத்துங்கள். துருப்பிடிக்காத எஃகு மூழ்கிகளின் உற்பத்தி பொதுவாக மூலப்பொருட்களின் தேர்வு, உற்பத்தி செயல்முறைகள், மேற்பரப்பு சிகிச்சை போன்றவற்றை உள்ளடக்கியது. பொதுவாக, இந்த மூன்று படிகள் தேவைப்படுகின்றன, இதில் மூலப்பொருட்களின் தேர்வு மற்றும் உற்பத்தி மற்றும் சிகிச்சை செயல்முறைகள் மிக முக்கியமானவை.
மூலப்பொருட்களின் தேர்வு
தற்போது, உள்நாட்டு துருப்பிடிக்காத எஃகு மடு உற்பத்தியாளர்களால் பொதுவாகப் பயன்படுத்தப்படும் துருப்பிடிக்காத எஃகு பொருட்கள் 0.8-1.0 மிமீ தடிமன் கொண்ட துருப்பிடிக்காத எஃகு தகடுகள் ஆகும், அவை மூழ்கி உற்பத்திக்கு மிகவும் பொருத்தமானவை. தட்டு மிகவும் மெல்லியதாக இருந்தால், அது மடுவின் சேவை வாழ்க்கை மற்றும் வலிமையை பாதிக்கும். தட்டு மிகவும் தடிமனாக இருந்தால், கழுவப்பட்ட மேஜைப் பாத்திரங்களை சேதப்படுத்துவது எளிது.

உற்பத்தி செயல்முறை
துருப்பிடிக்காத எஃகு சிங்க் பேசின்களுக்கு இரண்டு முக்கிய சிகிச்சை செயல்முறைகள் உள்ளன: வெல்டிங் மற்றும் ஒரு முறை உருவாக்குதல்.
1. வெல்டிங் முறை
வெல்டிங் முறையானது பள்ளம் மேற்பரப்பு மற்றும் பள்ளம் உடலை தனித்தனியாக குத்துவது, பின்னர் வெல்டிங் மூலம் இரண்டையும் இணைத்து, வெல்டின் மேற்பரப்பை நிரப்பி மெருகூட்டுவது. பொதுவாக, முன் தோற்றத்தில் வெல்டிங் தடயம் இல்லை. இந்த உற்பத்தி மற்றும் செயலாக்க முறை செயல்பாட்டில் எளிமையானது மற்றும் சிறிய பஞ்ச் பிரஸ் கருவிகள் மற்றும் எளிய அச்சுகளால் அடைய முடியும். பொதுவாக, 0.5-0.7mm துருப்பிடிக்காத எஃகு தகடுகள் பயன்படுத்தப்படுகின்றன. இந்த செயலாக்க முறை உற்பத்தி செயல்பாட்டின் போது குறைவான இழப்பைக் கொண்டுள்ளது மற்றும் செலவு ஒப்பீட்டளவில் குறைவாக உள்ளது. எனவே, இம்முறையில் உற்பத்தி செய்யப்படும் துருப்பிடிக்காத எஃகு மடுவின் விலை ஒப்பீட்டளவில் குறைவாக உள்ளது. இப்போது ஒரு வழக்கமான உற்பத்தியாளரிடமிருந்து ஒரு தயாரிப்பு இருக்கும் வரை, வெல்டிங் செயல்முறை எண் கட்டுப்பாடு அலை எதிர்ப்பு வெல்டிங் மூலம் பற்றவைக்கப்படுகிறது, மேலும் தரம் கடந்து செல்கிறது. இரண்டு வழிகள் உள்ளன:
1) முதலாவது பேசின் மற்றும் பேனலின் சுற்றியுள்ள வெல்டிங் ஆகும், இது மடிப்பு வெல்டிங் (கீழே வெல்டிங்) என்றும் அழைக்கப்படுகிறது.
அதன் நன்மை அதன் அழகான தோற்றம். கடுமையான சிகிச்சைக்குப் பிறகு, வெல்ட்களைக் கண்டுபிடிப்பது எளிதல்ல, மடுவின் மேற்பரப்பு தட்டையாகவும் மென்மையாகவும் இருக்கும். குறைபாடு என்னவென்றால், சில நுகர்வோர் அதன் உறுதியை சந்தேகிக்கிறார்கள். உண்மையில், தற்போதைய வெல்டிங் தொழில்நுட்பம் முக்கியமாக துணை ஆர்க் வெல்டிங் மற்றும் மிகவும் மேம்பட்ட எண் கட்டுப்பாட்டு எதிர்ப்பு வெல்டிங் ஆகியவற்றை உள்ளடக்கியது, மேலும் தரம் கடந்துவிட்டது. இந்த வெல்டிங் முறையின் தீமை என்னவென்றால், அது அதிக பொருட்களை உட்கொள்கிறது மற்றும் இரண்டு எஃகு தகடுகளை குத்த வேண்டும்.
2) மற்றொன்று பட் வெல்டிங் என்றும் அழைக்கப்படும் பட் வெல்டிங் ஆகும்.
நன்மை என்னவென்றால், பேசின் மற்றும் பேனல் ஒருங்கிணைக்கப்பட்ட நீட்டப்பட்டு உருவாகின்றன, இது வலுவான மற்றும் நீடித்தது. தீமை என்னவென்றால், வெல்டிங் தடயங்கள் பார்க்க எளிதானது, மற்றும் தட்டையானது சற்று மோசமாக உள்ளது. உண்மையில், ஒரு-படி இரட்டை-தொட்டி மூழ்கிகள் என்று அழைக்கப்படுபவை ஒரு பொருளில் இருந்து முத்திரையிடப்படுவதில்லை, ஆனால் அவை இரண்டு ஒற்றை பேசின்களால் தையல்-வெல்டிங் செய்யப்படுகின்றன. நீங்கள் அதை வாங்கும் போது, நீங்கள் கவனம் செலுத்த முடியும் இளகி கூட்டு இரண்டு மூழ்கி நடுவில் உள்ளது, இது தலைகீழ் பக்கத்தில் இருந்து பார்க்க முடியும். ஒரு தட்டு இரண்டு மூழ்கிகளில் குத்தப்படுகிறது. உலகில் அத்தகைய தொழில்நுட்பம் இல்லை. பட்-வெல்டட் பானைக்கு மிகவும் கடினமான விஷயம், பானையின் தட்டையான மேற்பரப்பை உறுதி செய்வதாகும். உத்தரவாதம் அளிக்க முடிந்தால், அதுவே சிறந்த வழி. இது ஒட்டுமொத்த நீட்சியின் அதே பொருளைப் பயன்படுத்துவதால், இது இணைந்த நீட்சியின் நீட்சி சிக்கலையும் தீர்க்க முடியும்.
மடுவின் வெல்டிங் தரமானது மடுவின் வாழ்க்கையை பாதிக்கும் மிக முக்கியமான காரணியாகும். நல்ல வெல்டிங் துரு மற்றும் டீசோல்டரிங் தடுக்கும். வெல்டிங் மென்மையாகவும், மென்மையாகவும், இறுக்கமாகவும், தவறான வெல்டிங், துருப்பிடிக்கும் புள்ளிகள் மற்றும் பர்ஸ்கள் இல்லாமல் இருக்க வேண்டும். 18cm க்கும் அதிகமான ஆழம் கொண்ட அனைத்து இரட்டை பேசின்களும் பற்றவைக்கப்படுகின்றன. இரட்டை பேசின் தொட்டி ஒரே நேரத்தில் 18cm க்கும் அதிகமாக நீட்டப்பட்டிருப்பதால் (தொட்டியின் ஆழம், தொட்டியின் மொத்த உயரம் மற்றும் தொட்டியின் பக்கவாட்டு அல்ல), இது செயலாக்க தொழில்நுட்பத்தின் வரம்பு ஆழமாகும்.
2. ஒரு முறை உருவாக்கும் ஒருங்கிணைந்த நீட்சி முறை (முக்கியமாக ஒற்றை பள்ளத்திற்குப் பயன்படுத்தப்படுகிறது)
துருப்பிடிக்காத எஃகு மூழ்கிகளை செயலாக்குவதற்கான இந்த முறையானது ஒரு முழு தாள் பொருளால் ஆனது, இது ஒப்பீட்டளவில் அதிக செயலாக்க உபகரணங்கள் மற்றும் அச்சுகள் தேவைப்படுகிறது. ஒரு முறை உருவாக்குவதற்கு தாளின் உயர் தரம் மற்றும் நீர்த்துப்போகும் தன்மை தேவைப்படுவதால், இது பொதுவாக 0.8-1 மிமீ தடிமன் கொண்ட துருப்பிடிக்காத எஃகு தாள் மூலம் குத்தப்படுகிறது. ஒருங்கிணைந்த அச்சுகள் மற்றும் இறக்குமதி செய்யப்பட்ட பஞ்ச் பிரஸ் கருவிகளைப் பயன்படுத்தவும். ஒரு ஷாட் மோல்டிங் முறையின் உற்பத்தியில் தாளின் விளிம்பில் பெரிய வெட்டு இழப்பு மற்றும் அச்சுகள் மற்றும் உபகரணங்களில் அதிக முதலீடு காரணமாக, செலவு அதிகமாக உள்ளது. எனவே, இந்த முறையில் தயாரிக்கப்படும் ஸ்டெயின்லெஸ் ஸ்டீல் சிங்க் விலை அதிகம்.
ஒரு முறை மோல்டிங் உற்பத்தி செயல்முறை மிகவும் பிரபலமானது, மேலும் அதன் உற்பத்தி செயல்முறை கடினமாக உள்ளது. இந்த வகையான உற்பத்தி தொழில்நுட்பம் மிகவும் கோருகிறது, மேலும் ஒரு துண்டு உருவாக்கும் செயல்முறை குறிப்பாக முக்கியமான செயல்முறையாகும், இதற்கு அதிக எஃகு தட்டு பொருள் தேவைப்படுகிறது. பல்வேறு இரசாயன திரவங்களின் (சோப்பு, துருப்பிடிக்காத எஃகு கிளீனர் போன்றவை) அரிப்பை வெல்ட் தாங்காது என்று பேசின் உடலின் வெல்டிங்கால் ஏற்படும் கசிவு சிக்கலை இது தீர்த்தது. ஆனால் ஒரு தட்டை ஒரு மடுவில் சுத்தப்படுத்துவதில் பல குறைபாடுகள் உள்ளன, அவை:
1) உருவாக்கப்பட்ட மடுவின் ஒட்டுமொத்த தடிமன் சீரற்றது, ஒப்பீட்டளவில் மெல்லியது, பெரும்பாலும் சுமார் 0.7 மிமீ. இந்த தொழில்நுட்பம் தற்போது கடக்கப்படவில்லை, மடுவின் அடிப்பகுதி மிகவும் மெல்லியதாக உள்ளது, மேலும் சிறந்த பேசின் தடிமன் 0.8-1.0 மிமீ இருக்க வேண்டும்.
2) மடு மிகவும் ஆழமாக இருக்கக்கூடாது. இது மிகவும் ஆழமாக இருப்பதால், மடுவின் சுவர் மிகவும் மெல்லியதாகவும் உடைந்தும் இருக்கும், மேலும் மிக ஆழமற்ற நீர் எளிதில் தெறிக்கும், இது பயன்படுத்த சிரமமாக உள்ளது.
3) பொதுவாக 1200 டிகிரிக்கு மேல் வெப்பநிலையில், நீட்டப்பட்ட நீர் தொட்டிகளுக்கு அதிக வெப்பநிலை அனீலிங் தேவைப்படுகிறது. இத்தகைய சிகிச்சைக்குப் பிறகு, தண்ணீர் தொட்டியின் விறைப்பு இயற்கையாகவே பலவீனமடைகிறது, மேலும் தண்ணீர் தொட்டியின் கடினத்தன்மை நிச்சயமாக சமரசம் செய்யப்படுகிறது.
4) விளிம்பு சிகிச்சையின் அடிப்படையில், ஒட்டுமொத்த நீட்டப்பட்ட பேசின் பொதுவாக ஒற்றை-அடுக்கு flanging உள்ளது. ஒருபுறம், நிறுவல் தொழிலாளியின் கைகளை வெட்டுவது மிகவும் சாத்தியமாகும். மிக முக்கியமான விஷயம் என்னவென்றால், "வலுவூட்டும் விலா எலும்பு" இல்லை மற்றும் எடை போதுமானதாக இல்லை. அதே நேரத்தில், சீல் நீரின் விளைவை அடைவது கடினம்.
5) ஒட்டுமொத்த நீட்டிப்பு குழு தட்டையாக இருப்பது கடினம்.
6) செலவு மிக அதிகம். பொருட்கள் மற்றும் செயல்முறைகளுக்கான மிக உயர்ந்த தேவைகள் காரணமாக, ஒரு பேசின் விலை கிட்டத்தட்ட அதிகரித்துள்ளது.
ஒரு முறை உருவாக்கும் மடுவின் நன்மை என்னவென்றால், பற்றவைக்கப்பட்ட பேசின் விட பொருள் சிறந்தது, செயல்முறை சிக்கலானது மற்றும் செயலாக்கம் கடினம். மடுவை வெல்டிங் செய்யும் செயல்முறை எளிதானது, மற்றும் தட்டு ஒரு நேரத்தில் நன்றாக உருவாகவில்லை, ஆனால் ஒப்பீட்டு விலை கொஞ்சம் மலிவானது, மேலும் கீழ் தட்டின் தடிமன் ஒரு முறை உருவாக்குவதை விட தடிமனாக இருக்கும். எளிமையாகச் சொன்னால், பற்றவைக்கப்பட்ட மடுவிற்கும் ஒரு துண்டு மடுவிற்கும் பயன்பாட்டில் எந்த வித்தியாசமும் இல்லை. இருப்பினும், செயல்முறை காரணங்களால், ஒருங்கிணைந்த துருப்பிடிக்காத எஃகு மடுவை மிகவும் ஆழமாக செய்ய முடியாது மற்றும் தண்ணீர் தெறிக்கும் பிரச்சனை உள்ளது. ஒருங்கிணைக்கப்பட்ட மடுவின் மிக முக்கியமான நன்மை என்னவென்றால், பேசின் வெல்டிங் இடைவெளி காரணமாக பல்வேறு இரசாயன திரவங்களால் (சவர்க்காரம், துருப்பிடிக்காத எஃகு கிளீனர்கள் போன்றவை) துருப்பிடிக்காததால் சிக்கல்கள் கசியாது. ஆனால் நீண்ட உத்தரவாதக் காலம் காரணமாக இந்த நன்மை இனி எந்த நன்மைகளையும் கொண்டிருக்காது.
மேற்புற சிகிச்சை
துருப்பிடிக்காத எஃகு மூழ்குவதற்கு தற்போது நான்கு வகையான மேற்பரப்பு சிகிச்சை செயல்முறைகள் உள்ளன: ஒன்று உறைபனி (பிரஷ்டு), மற்றொன்று சாண்ட்பிளாஸ்டிங் (மேட் முத்து வெள்ளி மேற்பரப்பு), மூன்றாவது பாலிஷ் (கண்ணாடி) மற்றும் நான்காவது புடைப்பு.
1. ஃப்ரோஸ்டிங் (கம்பி வரைதல்)
தற்போது, துருப்பிடிக்காத எஃகு மடு செயலாக்கத் தொழிலில் மிகவும் பரவலாகப் பயன்படுத்தப்படும் மேற்பரப்பு சிகிச்சை செயல்முறை உறைபனி (கம்பி வரைதல்). சில உற்பத்தியாளர்கள் உறைபனி செயல்முறையை மிகவும் எளிமையாக செய்கிறார்கள், மேலும் செலவும் குறைவாக உள்ளது. மெருகூட்டுவதற்கு அரைக்கும் சக்கரத்தைப் பயன்படுத்தவும். அத்தகைய வாடிக்கையாளர்களுக்கு பொருளின் மேற்பரப்பில் மிக உயர்ந்த தேவைகள் இல்லை. பல முறை பாலிஷ் செய்த பிறகு ஒரு சிறிய மேற்பரப்பு குறைபாடு நீக்கப்படுகிறது.
தற்போது, வுக்ஸி மற்றும் ஜெஜியாங்கில் உள்ள சில துருப்பிடிக்காத எஃகு விநியோக அலகுகள் முழு ரோல் ஆயில் அரைக்கும் கருவிகளை அறிமுகப்படுத்தியுள்ளன, இது துருப்பிடிக்காத எஃகு மூழ்கும் செயலாக்க நிறுவனங்களுக்கான நுழைவாயிலை உயர்த்துகிறது. உற்பத்தியின் மேற்பரப்பு தரத்திற்கு அதிக கவனம் செலுத்த வேண்டும். நிச்சயமாக, முழு ரோலின் எண்ணெய் அரைப்பதும், வாடிக்கையாளருக்குத் தேவையான மேற்பரப்பு செயலாக்க பாணி, அமைப்பின் திசை, முதலியன உள்ளிட்ட பொருளின் மேற்பரப்பு தரத்தின் சோதனையாகும். இந்தச் செயலாக்கத்தில் எளிதில் தோன்றும் குறைபாடுகள் செயலாக்கத்தின் போது பணிநிறுத்தம் அல்லது பெல்ட் மாற்றத்தால் ஏற்படும் வண்ண வேறுபாடு பேண்ட், அதிர்வு முறை மற்றும் உள்தள்ளல் மற்றும் வடிவத்தின் ஆழம் ஆகியவை செயல்முறை ஆகும்.
2. மணல் வெட்டுதல் (மேட் முத்து வெள்ளி மேற்பரப்பு)
சாண்ட்பிளாஸ்டிங்கிற்குப் பிறகு துருப்பிடிக்காத எஃகு மடுவின் விளைவு முத்து மேட் ஆகும். அதன் நன்மை என்னவென்றால், அது எண்ணெயில் ஒட்டாது, அது மிகவும் அழகாக இருக்கிறது. இந்த மேற்பரப்பு சிகிச்சை செயல்முறை ஐரோப்பாவில் மிகவும் பிரபலமானது மற்றும் நாகரீகமானது. சில வீட்டு உபகரணங்களின் மேற்பரப்பு சிகிச்சையில், ஏறக்குறைய அனைத்து ஏற்றுமதி உற்பத்தியாளர்களும் இந்த செயலாக்க பாணியை ஏற்றுக்கொள்கிறார்கள். சாண்ட்பிளாஸ்டிங் முக்கியமாக ஷாட் பிளாஸ்டிங் கண்ணாடி மணிகளைப் பயன்படுத்துகிறது, பின்னர் இரசாயன மேற்பரப்பு சிகிச்சையைப் பயன்படுத்துகிறது.
3. மெருகூட்டல் (கண்ணாடி)
மெருகூட்டல் (கண்ணாடி) என்பது ஆரம்ப நாட்களில் பரவலாகப் பயன்படுத்தப்படும் மேற்பரப்பு சிகிச்சை முறையாகும். இருப்பினும், இது ஆரம்பத்தில் கைமுறை மெருகூட்டலை நம்பியிருந்தாலும் அல்லது பின்னர் இயந்திர மெருகூட்டலை நம்பியிருந்தாலும், அது ஒரு மென்மையான மற்றும் பிரதிபலிப்பு மேற்பரப்பைப் பின்தொடர்வதாகும். தட்டையான மேற்பரப்பு, பிரதிபலிப்பு அளவு அதிகமாக உள்ளது. மெருகூட்டல் பொருளின் மீது அதிக தேவைகளைக் கொண்டுள்ளது, மேலும் செயலாக்கத்தின் போது மேற்பரப்பு தரத்தை கட்டுப்படுத்துவது கடினம், மேலும் இது கீறல் எளிதானது. மற்றும் நீண்ட நேரம் கழித்து, கண்ணாடி விளைவு போய்விட்டது.
4. புடைப்பு
புடைப்பு பாணி பொறிக்கப்பட்ட பொருட்களால் ஆனது. உள்நாட்டு எஃகு ஆலைகளில் இந்த பொருளின் பங்கு இல்லை, மேலும் இந்த பொருளின் உற்பத்தி தொழில்நுட்பம் அனைத்து எஃகு ஆலைகளுக்கும் கிடைக்கவில்லை, எனவே அதன் விலை ஒப்பீட்டளவில் அதிகமாக உள்ளது. பொறிக்கப்பட்ட பொருள் மிகவும் அணிய-எதிர்ப்பு. இந்த பொருளின் புகழ் மற்ற மேற்பரப்பு-சிகிச்சை செய்யப்பட்ட பொருட்களைப் போலவே பிரபலமாக இருந்தால், அது சந்தையால் அங்கீகரிக்கப்படும் என்று நான் தனிப்பட்ட முறையில் நினைக்கிறேன்.

துருப்பிடிக்காத எஃகு மடுவின் குறிப்பிட்ட உருவாக்கும் செயல்முறை
1. நீட்சி உருவாக்கம்
1) இயந்திரம்: தட்டை நீட்டிக்க பொதுவாக ஒரு பெரிய டன் ஹைட்ராலிக் பிரஸ் (200T) அல்லது அதற்கு மேல் பயன்படுத்தவும்.
2) அச்சு: கோணம் மிகவும் நேராக இருக்கக்கூடாது, பொதுவாக நேரடியாக φ10 க்கு மேல், அமைப்பு நியாயமானதாக இருக்க வேண்டும்.
3) பொருள்: பொதுவாக, தட்டின் தடிமன் 0.8-1.0 மிமீக்குள் இருக்க வேண்டும். இந்த வரம்பை மீறினால், 500T ஹைட்ராலிக் பிரஸ் கூட பலவீனமாக இருக்கும்.
4) வெப்ப சிகிச்சை: ஒட்டுமொத்த நீட்டப்பட்ட நீர் தொட்டிக்கு பொதுவாக 1200 டிகிரிக்கு மேல் வெப்பநிலையில், நீட்டலுக்குப் பிறகு உள்ள அழுத்தத்தை அகற்ற, அதிக வெப்பநிலை அனீலிங் சிகிச்சை தேவைப்படுகிறது.
5) மேற்பரப்பு சிகிச்சை: கம்பி வரைதல், மெருகூட்டல், மெருகூட்டல் (பொதுவாக மென்மையானது).
6) செயல்முறை: டையில் வரைதல் எண்ணெயைச் சேர்த்த பிறகு, தட்டு சீராக நீட்டப்படலாம், உருவான பிறகு அனீலிங் சிகிச்சை மற்றும் மேற்பரப்பு சிகிச்சை.
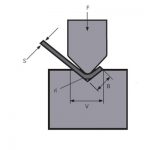
2. கை மோல்டிங்
1) இயந்திரம்: பொதுவாக பிரஸ் பிரேக் வளைக்கும் இயந்திரம், உருவாக்குவதற்கு ஹைட்ராலிக் பிரஸ் மற்றும் வெல்டிங்கிற்கு ஆர்கான் ஆர்க் வெல்டிங் இயந்திரம்.
2) பொருத்துதல்கள்: வளைக்கும் சாதனங்கள், ஹைட்ராலிக் பத்திரிகை அச்சுகள்.
3) பொருள்: செயல்முறை வளைவதை ஏற்றுக்கொள்வதால், தட்டின் தடிமன் மட்டுப்படுத்தப்படவில்லை, மேலும் பொருளாதாரத்தின் படி ஒரு நியாயமான தடிமன் பொதுவாக ஏற்றுக்கொள்ளப்படுகிறது.
4) வெல்டிங்: பொருளின் தடிமன் படி, வெவ்வேறு வெல்டிங் மின்னோட்டங்கள் தேர்ந்தெடுக்கப்படலாம், உதாரணமாக, 220A க்கு கீழே உள்ள வெல்டிங் மின்னோட்டம் 1.2 மிமீக்கு பயன்படுத்தப்படுகிறது.
5) மேற்பரப்பு சிகிச்சை: கம்பி வரைதல், மெருகூட்டல், மெருகூட்டல் (பொதுவாக மென்மையானது).
6) செயல்முறை: பொதுவாக, தாள் வளைந்து முதலில் உருவாகிறது, பின்னர் பக்க சீம்கள் ஓரிகமி பெட்டியைப் போல பற்றவைக்கப்படுகின்றன, இறுதியாக மேற்பரப்பு சிகிச்சை செய்யப்படுகிறது.
தொடர்புடைய தயாரிப்புகள்
 பெரிய வணிகம் செய்ய எங்களுடன் சேருங்கள்!
பெரிய வணிகம் செய்ய எங்களுடன் சேருங்கள்!- கில்லட்டின் வெட்டுதல் இயந்திரத்தை எவ்வாறு இயக்குவது
- WILA வளைக்கும் நடுத்தர மற்றும் தடிமனான தட்டுகளின் திறமையான தீர்வு
- பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் பொருத்தமான டையை எவ்வாறு தேர்வு செய்வது
- பிரஸ் பிரேக் டைஸ் எதனால் ஆனது? பிரஸ் பிரேக் டூலிங் என்றால் என்ன?
- வழக்கமான வளைக்கும் வரிசை மற்றும் வளைக்கும் இயந்திர அச்சு தினசரி பயன்பாட்டு விவரக்குறிப்பு
- கேண்டன் கண்காட்சி
- QC11Y 12x6000mm ஹைட்ராலிக் கில்லட்டின் ஷீர் அர்ஜென்டினாவுக்கு வழங்கப்பட்டது
- சிறந்த 10 கில்லட்டின் ஷீரிங் மெஷின் உற்பத்தியாளர்கள்
- துருப்பிடிக்காத எஃகு, உலோகத் தகடுகளுக்கான 1000W, 1500W, 2000W திறன் கொண்ட, கையால் இயக்கப்படும் லேசர் வெல்டிங் ஃபைபர் லேசர் வெல்டர் இயந்திரம்.