| கில்லட்டின் வெட்டுதல் இயந்திரம் | ஸ்விங் பீம் வெட்டுதல் இயந்திரம் | |
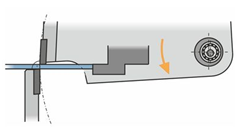
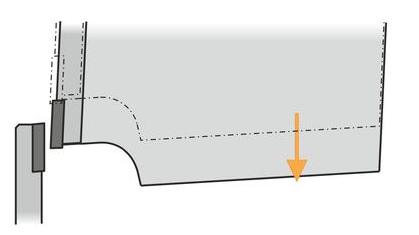
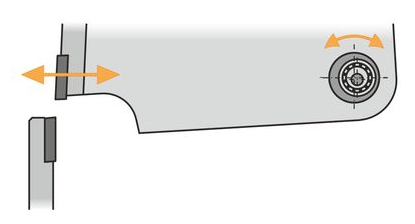
| பீம் நகரும் திசை | மேல் கற்றை நேராக நகரும் | ஸ்விங் கற்றை மேல் கத்தியுடன் வட்ட வில் நகரும் |
| பிளேடு வைத்திருப்பவர் | கில்லட்டின் ஷீரிங் மெஷினின் பிளேடு ஹோல்டர் கீழ் பிளேடு விளிம்பைப் பொறுத்து செங்குத்தாகவும் நேர்கோட்டாகவும் நகர்கிறது. | ஸ்விங் பீம் ஷீரிங் மெஷினின் பிளேடு ஹோல்டர் பாடி வளைந்திருக்கும், மேலும் இது வெட்டப்பட்ட பொருளின் நேரான தன்மையை உறுதிப்படுத்த ஆர்க் பாயிண்ட் தொடர்பைப் பயன்படுத்துகிறது. |
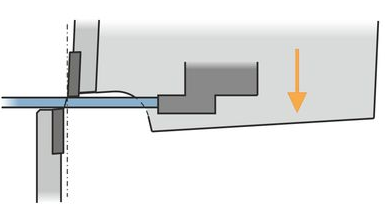
| மேல் கத்தி ஊடுருவல் | மேல் கத்தி கீழ் பிளேடுக்கு ஆஃப்செட் (பிளேடு கிளியரன்ஸ்) மூலம் பொருளை ஊடுருவுகிறது. ● சாய்ந்த முறிவு வெட்டுக் கோடு. ● குறிப்பாக கத்திகள் கூர்மையாக இல்லாத போது பெரிய பர்.
| மேல் கத்தி கீழ் கத்திக்கு மேலே உள்ள உலோகத் தாளை ஊடுருவிச் செல்கிறது. ● கிட்டத்தட்ட பர் இல்லாமல் சுத்தமான, வலது கோண வெட்டுக்கள்.
|
| மேல் மற்றும் கீழ் கத்தி | ● பிளேடு க்ளியரன்ஸ் குறைவாக இருக்கும்போது மேல் மற்றும் கீழ் பிளேடு ஒன்றுடன் ஒன்று தேய்க்கப்படுவதால், பிளேடுகள் மந்தமாகிவிடும். ● அடிக்கடி கத்தி மாற்றங்கள் தேவை.
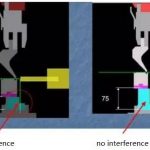
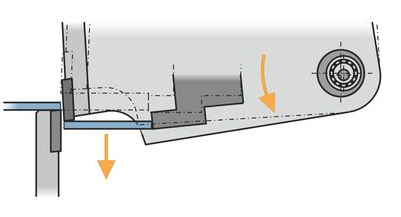
| ● ஸ்விங் பீமின் பிவோட்டிங் இயக்கத்தால் வெட்டு செய்யப்படுகிறது. வெட்டு செய்யப்பட்ட பிறகு, மேல் கத்தி கீழ் பிளேடிலிருந்து நகர்கிறது. லோயர் பிளேடுக்கும் பேக்ஸ்டாப்புக்கும் இடையில் வெறுமை நெரிசலைத் தடுக்கிறது. ● பிளேட்டை அடிக்கடி மாற்ற வேண்டியதில்லை.
|
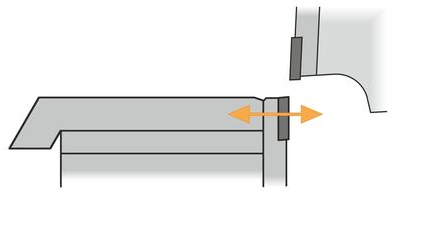
| பிளேட் அனுமதி சரிசெய்தல் | ● வெட்டு அட்டவணையை மாற்றுவதன் மூலம் கடினமான மற்றும் விலையுயர்ந்த அனுமதி சரிசெய்தல். ● நீண்ட வேலையில்லா நேரங்கள். ● பெரும்பாலும் வெட்டு தரத்தில் சமரசம்.
| ● வெட்டு இடைவெளியை விசித்திரமாக மாற்றுவதன் மூலம் பிளேடு அனுமதியை எளிதாக சரிசெய்யலாம். ● குறுகிய அமைவு நேரங்கள். ● அதிக திறன் கொண்ட இயந்திரங்களில் தானியங்கி சரிசெய்தல்.
|
| கத்தியின் பிரிவு பார்வை | சதுரம் | வைர வடிவ நாற்கர வடிவம் |
| பிளேட்டின் மோஷன் டிராக் | கத்தி செங்குத்தாக நகரும் | தட்டை வெட்டும்போது பிளேடு லேசான வளைவுடன் நகரும். |
| பிளேட் பரிமாற்றத்தின் விமானங்கள் | கத்தியின் நான்கு விமானங்களையும் பரிமாறிக்கொள்ளலாம். | பிளேட்டின் இரண்டு விமானங்களையும் ஒன்றுக்கொன்று மாற்றாகப் பயன்படுத்தலாம். |
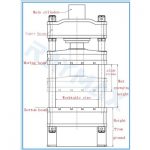
| ஸ்திரத்தன்மை | இயந்திரம் இயங்கும் போது, இரு முனைகளிலும் உள்ள எண்ணெய் உருளைகள் வலுவான நிலைப்புத்தன்மையுடன், மேல் கத்தியை நேர்கோட்டில் மேலும் கீழும் நகர்த்துகின்றன. | இயந்திரம் இயங்கும் போது, இரு முனைகளிலும் உள்ள எண்ணெய் உருளைகள் மேல் கத்தியை ஒரு ஆர்க்கில் மேலும் கீழும் நகர்த்துகிறது. எனவே, நிலைத்தன்மை கில்லட்டின் கத்தரிக்கோல் போல் நன்றாக இல்லை. |
| வெட்டு பலகைகளின் தடிமன் | ஹைட்ராலிக் கில்லட்டின் வெட்டுதல் இயந்திரம் 10 மிமீக்கு மேல் பலகைகளை வெட்டுவதற்கு ஏற்றது. | ஸ்விங் பீம் ஷீரிங் மெஷின்கள் 10மிமீ (10மிமீ உட்பட) கீழ் மெல்லிய தட்டுகளை வெட்டுவதற்கு ஏற்றது. |
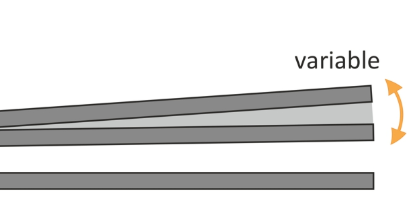
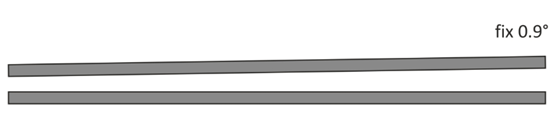
| வெட்டு கோணம் | கில்லட்டின் வெட்டுதல் இயந்திரத்தின் வெட்டு கோணத்தை சரிசெய்ய முடியும். | ஸ்விங் பீம் வெட்டுதல் இயந்திரத்தின் வெட்டு கோணம் சரி செய்யப்பட்டது மற்றும் சரிசெய்ய முடியாது. |
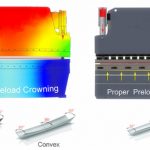
| வெட்டுக்கள் | ட்விஸ்ட் வெட்டுக்கள் ஹைட்ராலிக் கில்லட்டின் வெட்டுதல் இயந்திரங்கள் மாறி ரேக் கோணத்தைப் பயன்படுத்துகின்றன. மெல்லிய பொருட்களுக்கான குறைந்த ரேக் கோணம். தடிமனான பொருட்களுக்கான உயர் ரேக் கோணங்கள். இயந்திரங்களை இலகுவாக உருவாக்க முடியும். முடிவுகள் குறுகிய கீற்றுகளுடன் முறுக்கப்பட்ட பகுதிகளாகும்.
| ட்விஸ்ட் இல்லாத வெட்டுக்கள் ஸ்விங் பீம் கட்டிங் ரைடிங் ஷியர் டிசைன் தேவை. காரணம் குறைந்த ரேக் கோணம், இது எந்த பொருளின் தடிமனையும் சரிசெய்யும். குறைந்த ரேக் கோணம் 10-15 x தாள் தடிமனில் தொடங்கும் திருப்பங்கள் இல்லாத பகுதிகளை உருவாக்குகிறது.
|
தொடர்புடைய தயாரிப்புகள்
 ஹைட்ராலிக் ஷீரிங் மெஷினின் பிளேட் இடைவெளியை எப்படி சரிசெய்வது
ஹைட்ராலிக் ஷீரிங் மெஷினின் பிளேட் இடைவெளியை எப்படி சரிசெய்வது- CNC தாள் உலோக பிரேக்கின் செயல்பாடு மற்றும் பராமரிப்பு
- QC11Y ஹைட்ராலிக் கில்லட்டின் ஷீரிங் மெஷின்
- கில்லட்டின் வெட்டுதல் இயந்திரத்தை எவ்வாறு இயக்குவது
- CNC ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் தினசரி பராமரிப்பு
- ஹைட்ராலிக் பவர் பிரஸ் மெஷின் பராமரிப்பு
- பிரஸ் பிரேக் வளைக்கும் இயந்திரத்தின் பொருத்தமான டையை எவ்வாறு தேர்வு செய்வது
- பிரஸ் பிரேக் டைஸ் எதனால் ஆனது? பிரஸ் பிரேக் டூலிங் என்றால் என்ன?
- CNC தாள் உலோக பெண்டருக்கான விலகல் இழப்பீடு செய்வது எப்படி
- E21S ஹைட்ராலிக் கில்லட்டின் ஷீரிங் மெஷின்